Bulk Handling/Bulk Weighing Equipment
(19 companies)Machines that transfer, transport and/or weigh bulk ingredients such as powders and pellets for food, beverage or pharmaceutical applications; includes process scales, floor scales, strain gauges and load cells.
-


ABM Equipment
ABM Equipment is a systems design, build, and integration firm specializing in dry bulk product storage, conveying, milling screening, mixing, and packaging. They automate systems for producers in various industries by selecting appropriate equipment, customizing it, integrating it, and providing service and support. ABM Equipment can design and build food and dry ingredient handling systems including bulk bag unloading stations, and industrial silos and bins. In addition, ABM designs food and ingredient conveyance systems including but not limited to tubular drag conveyors, vibratory conveyors, spiral conveyors, flatbed conveyors, crossbelts, screw conveyors, and auger conveyors.
You are currently not logged in -
 See us at S-4359
See us at S-4359
AZO, Inc.
Azo designs and builds ingredient and raw material handling equipment covering production processes for the food, pharmaceuticals, cosmetics, chemicals and plastics markets. Product line includes bulk/dry ingredient weighing and filling stations, bulk bag unloaders, docked bag dumping stations, automatic weighing stations for minor and micro components. Azo also offer extensive pneumatic conveying and vacuum/low-velocity vacuum/dense-phase vacuum conveying systems for granular, powdered and lumpy bulk materials.
You are currently not logged in -
 See us at N-5321
See us at N-5321CMCO Conveyance Solutions
Food processing conveyor systems from CMCO Conveyance Solutions include sanitary conveyors from Dorner, designed to support applications such as meat and poultry and baking and confectionery applications with precision. Engineered for meat and poultry processing, AquaPruf® VBT and AquaPruf® 7600 Ultimate Series conveyors are built for USDA compliance, featuring open designs, tool-less disassembly, and hygienic construction that minimizes contamination risks while simplifying cleaning in demanding raw and cooked environments. For baking and confectionery operations, Dorner’s AquaPruf® and 2200 Series conveyors provide flexible solutions for handling delicate products like cookies, pastries, and candies, supporting functions such as spreading, cooling, sorting, and packaging. Together, these sanitary conveyor platforms deliver reliable performance, gentle product handling, and efficient processing across diverse food production lines.
You are currently not logged in -
 See us at LU-7321
See us at LU-7321Coastal Manufacturing
Coastal Manufacturing specializes in designing and installing custom-engineered sanitary conveyors tailored to meet the specific needs of food processing operations. Whether for meat, poultry, bakery goods, produce, or pet food, these conveyors are designed to simplify product handling, from inspection to sorting. Custom conveyor expertise includes incline-decline, dewatering, raw product handling, serpentine, vibrating, metering, metal detector conveyors, and much more. Prioritizing sanitation, they adhere to FDA, USDA, and FSMA guidelines, with customizable widths, lengths, heights, and belt options. The experienced engineering team collaborates with clients to achieve maximum efficiency, ensuring products move swiftly and safely through the production line.
You are currently not logged in
-
 See us at N-5124
See us at N-5124Doran Scales, Inc.
Doran Scales designs and fabricates a wide range of bench scales used in bulk weighing operations. The 550 Series SS Bench Scale This IP68 certified stainless-steel scale is completely sealed — with no openings for connectors — so it’s dust tight, washdown safe, and can withstand wet environments. The long-life lithium battery provides 100 hours on a full charge and wireless charging eliminates the need for connectors that can get damaged. Three models handle up to 30-lb capacities.
You are currently not logged in -

Greif-Velox America, LLC
The GREIF-VELOX gross turbine packer BVT is a bulk filling solution for valve bags used with dry powdery products and product mixtures in chemical and petrochemical applications. The system combines turbine-based filling with integrated weighing to support controlled filling and consistent bag weights while reducing product giveaway. Its design supports special handling of fine and mixed materials and accommodates paper, PE, and PP valve bags across a wide particle size range. The BVT is engineered to minimize dust generation during bagging, improving working conditions and supporting compliance with environmental and health regulations in industrial packaging environments.
You are currently not logged in -

Hardy Process Solutions
Hardy offers a wide range of industrial weighing Instruments, processors and controllers used in conjunction with weighing systems such as weight controllers, rate controllers, weight processors, weight indicators, weighing terminals and more. Weight controllers use WAVERSAVER® to eliminate the effects of vibration on the weight signal, C2® to allow electronic calibration of the weighing system, and Integrated Technician® for system diagnostics and troubleshooting.
You are currently not logged in -
 See us at LU-7118
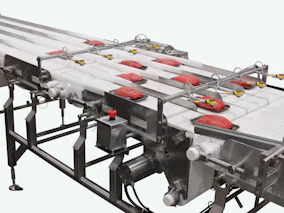
See us at LU-7118JBT Marel Corporation
JBT offers C.A.T. brand weighing systems for processing applications, ranging from bench scales and pick-up scales to indexing scales. In addition, JBT supplies processing conveyors and milling equipment for ingredient handling. Featured products include C.A.T. indexing scale, which handles 250 lb. load cells and features a stainless steel weigh hopper with stainless steel buffer hopper. C.A.T.’s bi-directional frame scale weighs and accumulates product and dumps to one side until target weight is reached and then dumps to opposite side to target weight while operator is moving full combo.
You are currently not logged in
-
 See us at N-6271
See us at N-6271Kice Industries, Inc
Kice specializes in pneumatic conveying systems, which use air to move powder and dry bulk material through processing plants. Compared to mechanical conveying systems, pneumatic transport delivers numerous benefits for processors.
You are currently not logged in -
 See us at LU-8649
See us at LU-8649LAUMAS
Laumas supplies specialized industrial weighing solutions for bulk weighing, packing, filling, and bagging machines. Their extensive range of load cells comes with dedicated mounting kits to ensure precise weight measurement and reliability. Laumas also designs advanced weight transmitters and indicators for seamless PLC integration, compatible with any load cell through major fieldbuses. These high-precision solutions enhance efficiency and accuracy across various industrial applications.
You are currently not logged in -

Magnum Systems, Inc.
Magnum Systems supplies a range of bulk handling and weighing equipment for dry product as well as dry product feeders for the food and processing industries. Magnum has developed gravity net weight scale systems for applications such as filling bags from 25 pounds to two tons in peanut processing. Dry product feeders solutions enable the metering and feeding of dry bulk materials at razor-sharp precision into a convey line, hopper, mixer or other process. Magnum offers volumetric, loss-in-weight, gravimetric and vibratory feeding systems for processing.
You are currently not logged in -
 See us at LU-7841
See us at LU-7841Material Transfer & Storage Inc.
Material Transfer & Storage supplies big bag dischargers, container and drum dischargers, as well as bulk bag conditioners. Incorporating Material Transfer's high-performing bulk material handling equipment with automated auxiliary processes like conveying, material storage, feeding, weighing, and more will unlock the full potential of material handling workflow.
You are currently not logged in
-
%20-%20Ingredient%20&%20Product%20Handling%20Equipment.jpg?ixlib=js-3.5.1&auto=format%2Ccompress&q=70&w=284&h=213&fit=crop) See us at N-4927
See us at N-4927National Bulk Equipment, Inc.
National Bulk Equipment (NBE) supplies a range of bulk handling systems, including bulk bag dischargers, drum dischargers, bag break stations and related handling equipment for dry powders and ingredients. NBE bulk bag discharger systems are designed for rigorous duty in critical applications. Every NBE bulk bag discharging system, regardless of it's particular design or application, operates on a process-specific, fully welded structural framework chassis; unlike the bolt-together unloader designs typical in the market.
You are currently not logged in - See us at LU-7552
Pennsylvania Scale Company
Pennsylvania Scale offers bulk weighing scales for drums and IBCs. The Drum Bunny weigh and roll drum scale eliminates the need to lift and relocate heavy drums or containers to a fixed drum scale for weighing. Simply maneuver the Drum Bunny mobile drum weighing solution to the container, position it on the weighing platform, record the weight, and proceed to the next container. Available in two models with configurations suitable for dry or washdown applications, the Drum Bunny drum scale is well-suited for tasks requiring frequent weighing or weight checks to ensure precise filling and effective inventory control. The U6600 Series Low-Profile Bulk Container Scale is designed for the efficient, accurate weighing of IBCs and irregularly sized loads without the need for a ramp.
You are currently not logged in -
 See us at S-4018
See us at S-4018
and more.Rice Lake Weighing Systems
Rice Lake offers a comprehensive selection of weighing equipment for food production applications. From grain weighing and feed management to food processing and portioning, Rice Lake’s range of products – including truck scales, floor scales, bench scales, balances, forklift scales, platform scales and conveyor scales – are designed for efficiency, accuracy, quality and compliance. With several products available for heavy washdown environments, essential in produce, meat and poultry processing, Rice Lake solutions help manufacturers keep operations within sanitary requirements.
You are currently not logged in - See us at S-3920
Ryson International Inc.
Ryson Bucket Elevators are an ideal solution to convey bulk materials to or from a process. The the buckets are individually tipping and can be configured with multiple individually controlled indeed or discharge points. They are often used to convey dry ingredients to a hopper or check weigher, or convey finished products to the packaging area.
You are currently not logged in
-
 See us at S-4315
See us at S-4315VAC-U-MAX
Vac-U-Max supplies a wide range of ingredient and product handling equipment, specializing in custom pneumatic conveying systems and support equipment for conveying, vacuum conveying, batching, and weighing dry materials, such as vacuum conveyors and aero-conveyors. Vacuum conveying systems move product such as bulk powders for pharmaceuticals and nutraceuticals and multi-ingredients for food/beverage applications gently and quickly from point to point, with nothing in the way to impede the efficiency of its movement. Vac-U-Max also supplies bag dump stations as well as flexible screw conveyors to transport dry bulk materials at a reduced cost.
You are currently not logged in -
 See us at LU-7622
See us at LU-7622Vortex
Vortex Global provides advanced material handling solutions for the food and beverage industry, specializing in the movement of dry bulk solids through gravity flow and low-pressure pneumatic systems. Designed with food safety and hygiene in mind, Vortex equipment meets USDA and FDA standards, resists wear, prevents cross-contamination, and supports quick washdown for easy cleaning. These features are critical in processing ingredients such as sugar, flour, coffee, powdered milk, cheese, and protein powders. Vortex serves top global food and beverage brands by delivering equipment that improves product flow, reduces downtime, and minimizes maintenance costs. Featured products incluce iris valves, which can be integrated into bulk bag unloaders for applications requiring manual control of gravity discharged, free-flowing dry bulk solid materials. Other bulk solids handling products include orifice gates, roller gates, Wye line diverters, Seal Tite diverters, Flex Tube diverters, gravity Vee diverters, Fill Pass diverters, multi-port diverters, quick clean gates, and loading spouts.
You are currently not logged in -
 See us at LL-9605
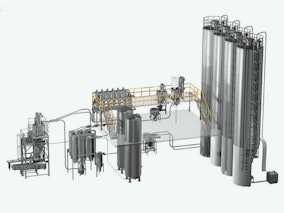
See us at LL-9605Zeppelin Systems, USA
Zeppelin constructs modern systems within the food technology sector for handling raw materials focusing on the receipt, storage, discharging, conveying, processing, metering, mixing and controlling of ingredients. Food and dry ingredient handling equipment includes silos, air conveyors, discharging systems for starches and their derivatives and much more for industries including starches and proteins, bakery, confectionery, pasta, malthouses, breweries and pet food.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »