Magnetic Separators
(7 companies)Used in food, beverage and pharmaceutical production, this equipment separates any ferrous pieces that may have been introduced through processes such as grinding from contaminating a food source.
-


ABM Equipment
ABM Equipment is a systems design, build, and integration firm specializing in dry bulk product storage, conveying, milling screening, mixing, and packaging. They automate systems for producers in various industries by selecting appropriate equipment, customizing it, integrating it, and providing service and support. ABM Equipment can design and build food and dry ingredient handling systems including bulk bag unloading stations, and industrial silos and bins. In addition, ABM designs food and ingredient conveyance systems including but not limited to tubular drag conveyors, vibratory conveyors, spiral conveyors, flatbed conveyors, crossbelts, screw conveyors, and auger conveyors.
You are currently not logged in -
 See us at S-2766
See us at S-2766
Bunting Magnetics
Bunting Magnetics' HF Series drawer magnets are designed to provide powerful magnetic separation suitable for mechanical and gravity flow applications. Magnetic separators are equipped with high-power magnetic cartridges, configured with arrangements of two or more cartridge trays that are staggered to increase contact with the product stream. Material moves in a zig-zag pattern from one cartridge tray to the next, achieving thorough cleaning as a result of intense magnetic separation.
You are currently not logged in -
 See us at N-5321
See us at N-5321CMCO Conveyance Solutions
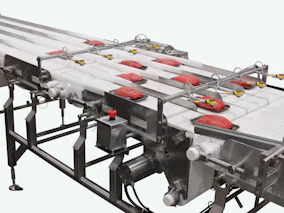
Food processing conveyor systems from CMCO Conveyance Solutions include sanitary conveyors from Dorner, designed to support applications such as meat and poultry and baking and confectionery applications with precision. Engineered for meat and poultry processing, AquaPruf® VBT and AquaPruf® 7600 Ultimate Series conveyors are built for USDA compliance, featuring open designs, tool-less disassembly, and hygienic construction that minimizes contamination risks while simplifying cleaning in demanding raw and cooked environments. For baking and confectionery operations, Dorner’s AquaPruf® and 2200 Series conveyors provide flexible solutions for handling delicate products like cookies, pastries, and candies, supporting functions such as spreading, cooling, sorting, and packaging. Together, these sanitary conveyor platforms deliver reliable performance, gentle product handling, and efficient processing across diverse food production lines.
You are currently not logged in -
 See us at S-3954
See us at S-3954Eriez
Eriez offers ingredient handling equipment including dry product feeders and magnetic separators. Eriez permanent magnetic separators, used in processing lines, require no electric power. With proper care, they can last a lifetime with very little loss of magnetic field strength. Eriez permanent magnets are supplied for a wide range of applications including dry bulk materials, liquids or slurries and even high temperature applications. Product line includes tube magnets, plate magnets, grate magnets, trap magnets, magnetic drum separators and more. The Eriez Xtreme RE7 magnet circuit is available in all Eriez tubes, grates and liquid line traps and is engineered for greater holding force and improved separation efficiency.
You are currently not logged in
-
 See us at S-3668
See us at S-3668GEA
GEA supplies ingredient handling equipment for food processing applications for meat, poultry, fish, seafood, oils and fats, fruit, vegetables, dairy products, bread, confectionery and food ingredients. Range of ingredient handling equipment includes many products: milk skimming, dairy and pharmaceutical separators; vibratory conveyors for fragile powders, granules and pellets; stacking and handling systems for crackers and bakery goods; dust filters; milling and grinding equipment; and much more.
You are currently not logged in -
 See us at N-6271
See us at N-6271Kice Industries, Inc
Kice specializes in pneumatic conveying systems, which use air to move powder and dry bulk material through processing plants. Compared to mechanical conveying systems, pneumatic transport delivers numerous benefits for processors.
You are currently not logged in -
 See us at LL-9605
See us at LL-9605Zeppelin Systems, USA
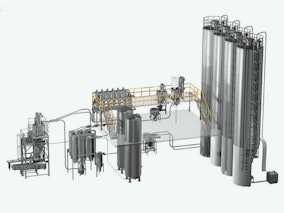
Zeppelin constructs modern systems within the food technology sector for handling raw materials focusing on the receipt, storage, discharging, conveying, processing, metering, mixing and controlling of ingredients. Food and dry ingredient handling equipment includes silos, air conveyors, discharging systems for starches and their derivatives and much more for industries including starches and proteins, bakery, confectionery, pasta, malthouses, breweries and pet food.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »