Conveyor Components and Accessories
(77 companies)Parts, accessories and tools related to any type of conveyor such as plastic, metal or rubber belting, rollers, pins, hoods, take-ups, nosers and gears specific to conveyors. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
-


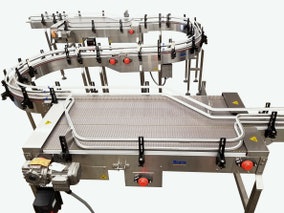
CMCO Conveyance Solutions
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in Video-Enhanced Listing


NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in-

A&E Conveyor Systems Inc.
A&E Conveyor Systems supplies conveyors that are custom-designed, engineering solutions dedicated to making customer lines more efficient and productive. A&E offers a broad selection of customized conveyor and accumulator systems for production and packaging facilities that handle a wide variety of different container and package types including bottles, cans and cartons. Variety of conveyor models includes table top, mat top, cable conveyors for empty cans and related applications, magnetic conveyors, vacuum conveyors and specialty conveyors, side grip conveyors, case handling conveyors and many more. In addition, A&E designs custom and specialty conveying systems such as vacuum conveyors, tote handling conveyor systems, integrated metal detector/conveyor systems, gap transfer conveyors, discharge conveyors and more.
You are currently not logged in -

ABB
ABB’s advanced conveyor tracking module delivers market leading tracking speeds that enable high-speed picking, packing, and palletizing for significantly increased productivity. ABB also offers conveyance systems for transporting palletized assemblies on manufacturing lines, such as the ABB MS-55 conveyor solution, a friction, power roller conveyor.
You are currently not logged in
-

Accutek Packaging Equipment Co., Inc.
Accutek specializes in manufacturing customizable conveyor systems, available in both open top and closed top sanitary designs. Accutek conveyors can be tailored to fit any desired length or width, providing flexibility to meet specific requirements. Each conveyor is constructed using robust stainless steel materials, ensuring durability and longevity. Additionally, Accutek conveyors feature height adjustable stands and variable speed drives, allowing for precise control. Whether the customer needs an open top or closed top sanitary design, Accutek offers a wide range of lengths and widths to accommodate diverse needs.
You are currently not logged in -

Actionpaq Corporation
Actionpaq partners with OEMs to deliver One Motion™ advanced powered conveying solutions utilizing magnetic direct drive technology. These systems boast up to 90% fewer rotating components compared to traditional motor-gearbox setups used for conveying and handling machines, minimizing maintenance and enhancing reliability. They provide precise control over conveyor speeds and timing, are highly efficient, and field-proven to boost facility energy efficiency by up to 55%. Their lubricant-free design ensures food safety, eliminating risks of oil leaks and harborage areas for food debris. Key products include the Multi-Drive™, which allows independent operation of multiple belts on a single shaft, and hygienic powered side drives ideal for various product handling applications. These solutions are customizable to meet specific operational needs and support a green initiative, saving substantial carbon emissions annually.
You are currently not logged in -

Advanced Manufacturing Technology
AMT offers a comprehensive array of designs of conveyor solutions, emphasizing simplicity. AMT specializes in air conveyor systems for plastic bottles such as neck ring air conveyors, deck air conveyors, and pre-form conveyors for bottle handling. In addition, AMT manufactures custom-engineered mechanical conveyors, ranging from table top systems to to specialty magnetic designs. All models are engineered for easy maintenance and changeovers, reliable performance under continuous operation, and longevity. Conveyors are designed to operate quietly and efficiently while delivering savings in energy and CO2 emissions.
You are currently not logged in -

Advantage Conveyor, Inc.
Advantage Conveyor supplies a vast range of custom and modular conveying equipment for food and beverage, pharmaceutical, cosmetic and consumer industries. Machines include tabletop conveyors, singulating and combining conveyors, indexing conveyors, bucket conveyors, roller and ball transfer conveyors as well as a complete line of conveyor accessories such as gates, pushers, flow rails, guide rails and much more.
You are currently not logged in
-

AMMEGA Group
Through its Ammeraal Beltech division, AMMEGA Group supplies a wide portfolio of quality belts and accessories used for conveyors, timing belts and other industrial applications. Belting includes synthetic belts, modular belts, plastic and steel chains, endless woven belts, solid woven belts, and many other varieties.
You are currently not logged in -

Apex Filling Systems
Conveyors from Apex Filling Systems are available in a wide array of configurations to handle varying sizes, shapes and materials of demanding bottling machine applications. The traditional stainless steel SC series conveyor comes standard with a 4.5-in. Acetal chain in 5-, 10- ,15-, and 20-ft. lengths, feet, with custom lengths also available. The SC series conveyors are variable speed, gear-driven and constructed of heavy duty 304 stainless steel. Modular design of the Apex SC series conveyor allows for easy integration into existing equipment now or for additional sections to be easily added in the future. Options include curved 90/45 degree sections for L, U, and S shapes, sanitary construction (elevated chain, to facilitate washdown), and TEFC washdown-duty motors and controls.
You are currently not logged in -

Ashworth Bros., Inc.
Ashworth Bros., Inc., headquartered in Winchester, Virginia, manufactures and services both metal and plastic conveyor belting for straight running, turn-curve, low-tension and self-stacking spirals.
You are currently not logged in -

Benchmark Automation
Benchmark Automation manufactures infeed systems for cartoning applications as well as belt conveyors, mat conveyors, vibratory conveyors and other systems used in food product conveying. Benchmark’s partnership with Intralox allows for utilization of ARB Series 400 belting. This series belt is constructed with 30-degree rollers that when activated move product laterally across the belt while the belt is moving. ARB belting operates by transporting product on angled rollers that rotate independent of the belt.
You are currently not logged in
-
Bevco Sales International
Bevco conveyors are specialized for the food, beverage and consumer goods industries. Conveyor products, including tabletop, mat-top, air/pneumatic conveyor, and six-lane variety pack conveyors, are engineered to move containers and packages of various sizes along processing lines with maximum efficiency and reliability. Bevco offers custom designed conveyors to suit production needs of their customers.
You are currently not logged in -

Boston Conveyor & Automation (An Mpac Group Company)
Boston Conveyor & Automation manufactures stainless steel conveyors that meet a wide range of industry standards, from wipedown construction for GMP and packaged product handling to fully welded sanitary conveyors for the most stringent USDA and EHEDG applications. Product line includes wipedown conveyors, washdown conveyors, sanitary conveyors and ultra sanitary conveyors. Product line accommodates belt types ranging from modular plastic to table top chain, fabric, homogenous, and wire belts. Boston Conveyor & Automation also offers switching conveyors for horizontal, multi-lane and vertical multi-lane applications.
You are currently not logged in -

BW Packaging
Ambec conveying, accumulation, and buffering systems move cans, bottles, cases, and pallets with reliability and control. Solutions include vacuum, air, accumulation, and single file FIFO buffering with minimal changeover to maintain flow and absorb disruptions. Backed by more than 50 years of line design and controls expertise, Ambec conveyor systems are engineered and supported within BW Packaging.
You are currently not logged in -
CMCO Conveyance Solutions
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in
-
Coastal Manufacturing
Boost efficiency with Coastal Manufacturing’s custom stainless steel sanitary conveyors, engineered for food-safe processing and packaging. Coastal Manufacturing's stainless steel solutions are FSMA & USDA/FDA compliant, designed for durability, and feature easy cleaning and seamless integration into any production line.
You are currently not logged in -

Compass Industrial Group, LLC
Compass Industrial Group offers modular belts systems for conveyors that can be designed for numerous applications. Compass makes a full washdown version of its modular belt system constructed from stainless steel and designed to reduce all areas for bacteria accumulation. Modular belts are designed to be easy to clean and can be designed with live nose rollers for small product handling. Powered belt bands can be manufactured to your specifications. They come in various sizes and mounting arrangements. Available in 90 degree or 180 degree models, mild steel or stainless steel construction, and many other options.
You are currently not logged in -

Conveyor & Automation Technologies, Inc.
Conveyor & Automation Technologies, Inc. designs and manufactures custom conveyor systems for food and beverage, warehouse, and material handling, for a range of operation environments and applications, including case conveying. Their conveyor portfolio includes in-line and bi-directional accumulation systems, case conveyors, and integrated material handling lines designed to work with sorting, palletizing, and control systems. Case conveyor options include plastic mat-top conveyors, zoned zero-pressure and reduced-pressure accumulation, brake and meter belts, dual-belt case turners, and motor-driven roller conveyors, supporting controlled product flow, accumulation, and orientation within automated production lines.
You are currently not logged in -

Deitz Company Inc.
Pharmafill conveyors by Deitz Company feature a sanitary design with stainless steel construction for filling and packaging pharmaceutical, nutrition, and other products. Modular design and adjustable height ensure exactly the proper size. Products include the Pharmafill BCV1 bottomless conveyor, which automatically holds bottles over a printer for bottom coding then transfers them back to the packaging line. This hugger belt conveyor enables printing on bottle bottoms without stopping, slowing or removing bottles from the packaging line.
You are currently not logged in
-

Descon Conveyor Systems
Descon provides a complete suite of conveyor solutions for a range of applications, with a focus on the particular demands of the food and beverage industry. Featured systems include Descon’s full line of integrated case conveyors, designed for strength, rigidity and performance. Descon conveyor products also include plastic modular belting, low-back pressure type chains as well as accumulation and friction/non-friction top chains for braking.
You are currently not logged in -

Dillin Automation Systems Corp.
Dillin Automation Systems supplies a range of conveyors handling numerous applications, including drag chain, belt-driven conveyors, mat top, slider bed belt, table top and roller conveyors. Featured conveyors include the Air Deck, which conveys and accumulates everything from candy, caps and cartons to pouches, bags and bottles with a 400 fpm throughput. Other conveyors include Soft-Touch, with a roller bearing design that allows low back pressure handling for a variety of products: cups, totes, slug, cartons and more. Conveyors can be supplied as standalone or integrated as a complete, customized system.
You are currently not logged in -

Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in -

DMM Packaging, Inc.
DMM Packaging supplies rubber conveyor belts using industrial conveyor rollers in addition to being a custom conveyor equipment manufacturer. In addition to its belts and custom conveyors, DMM also engineers related equipment such as elevators and lowerators, accumulation tables and transfer elevators.
You are currently not logged in
-

Duravant
Duravant manufactures conveyors for every plant that handle applications ranging from upright bagging and turning/kicking, to conditioning, stacking and unique power curves.
You are currently not logged in -

E-PAK Machinery, Inc.
E-PAK variable speed conveyors are designed for various production needs of the end user and are available in a wide variety of lengths, widths, and construction materials and types for different packaging environments. Conveyors come in both straight and curved configurations (L, S, and U-shapes) to help end-users maximize their production proficiency and fit space requirements. Modular designs allow for adding complete conveyors or extensions to existing production lines. E-PAK also specialize in bi-flow and cooling conveyors.
You are currently not logged in -

Esband USA, Inc.
Esband is a supplier of seamless, high performance belts and tapes for conveyors as well as belts used in packaging and processing machines and lines. Belts include check weigher belts, silicone pressure rollers, FDA compliant belts for food production and packaging, drive belts, roller covers and more. Explore Esband’s belts page, linked below, for more information.
You are currently not logged in -

FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in
-

Fenner Precision Polymers
Getting fresh food from field to fork is no easy task. Fenner Precision Polymers provides crucial products for almost every stage of the food journey, helping customers with efficient ingredient movement of products through the processing pipeline. From baler belts and food-grade transport belts that support farmers at harvest, to wire belting used in final cooking stages, to PU belts transporting everything from wraps to rolls on canning lines, Fenner provides solutions for numerous food handling and movement applications.
You are currently not logged in -

Flex-Line Automation Inc.
FlexLink tabletop conveyors are built of stainless steel and aluminum. Company also offers hygienic solutions, mK belt and chain conveyors, Titan heavy duty roller conveyors and more. Featured products include the FlexLink conveyor system, designed for flexibility of product handling for industries that require delicate handling for smaller, more sensitive products like pharmaceuticals, aerosol cans, personal care products and more.
You are currently not logged in -

FlexLink Systems, Inc.
FlexLink offers a range of conveyor systems. Product line includes flexible conveyors, plastic chain conveyors, wide belt conveyors (WLX), automated assembly and material handling systems (aluminum conveyors and stainless steel conveyors, the X-Series). Pallet and puck conveyor handling systems permit efficient single piece flow solutions. Each can be adapted to varying environments.
You are currently not logged in -

Forbo Siegling, LLC
Forbo Movement Systems is a supplier of conveyor and processing belts used in food processing and many other industries. Featured industrial conveyor products include AMP MISER™ 2.0, Forbo's new generation of energy saving conveyor belts.
You are currently not logged in
-

Gates
Gates Corporation provides industrial-grade washdown conveyor belts and power transmission solutions tailored for the food and beverage industry, specifically designed to address stringent hygienic and operational requirements. Products include modular plastic belts and compatible sprockets for conveying food products through cleaning lines and processing zones, as well as USDA/FDA-compliant belts for direct contact with finished goods. Belting systems are engineered for washdown environments and resistance to oils, acids, and detergents. Gates delivers engineered solutions for conveying, processing, and discharge systems, emphasizing durability, sanitary design, and ease of sanitation to help food and beverage manufacturers meet regulatory standards and maintain food safety.
You are currently not logged in -

Habasit
As a belt manufacturer, Habasit's product line includes a vast array of feeder belts, machine tapes, power transmission belts, conveyor belts, plastic modular belts, and timing belts as well as related conveyor components and accessories. Habasit's application engineers, technicians, and joining specialists are available to customers at all times to provide professional advice and support for their belting needs. Habasit's belts are used for both primary and secondary packaging conveying applications.
You are currently not logged in -

Hoosier Feeder
Hoosier Feeder Company offers a full line of conveyors to fit the application from robust and durable conveyors for heavy parts or light, flexible conveyance for high-speed applications. Platforms include belt, modular chain, wash-down food grade, and chain conveyors.
You are currently not logged in -

Houdijk North America, Inc.
Houdijk’s conveyor and accumulation systems form the critical link between oven output and packaging, delivering smooth, high-speed product handling. Their conveyors feature independent drives per section to ensure synchronization, accessibility, and ergonomic efficiency, and are engineered for gentle handling and easy cleaning. Accumulation buffers, including vibratory, inflow, and tray buffers such as FIFO Tray Buffer, absorb downstream stoppages and maintain line efficiency by providing temporary storage between processes. Systems integrate vision-backed monitoring to track product flow, detect shortages or jams, and support rapid, tool-free changeovers according to Poka-Yoke principles. The modular, hygienic design offers flexibility for future expansions, minimizing manning and maximizing throughput to keep biscuit and cookie lines running reliably from oven to wrapper.
You are currently not logged in
-

Intralox
Intralox provides modular plastic belting, thermo drive belting and spiral conveyor lines for a wide range of packaging applications. Featured products include the Activated Roller Belt™ (ARB™) technology, which supplies improved efficiency and system reliability, combined with gentle, efficient handling of various package types and the ongoing flexibility to manage future packaging innovations. This smart, automated conveyance system provides layout optimization and industry-specific solutions that cannot be obtained with alternative technology. Featured spiral conveyors include the Side Drive, which allows for infinitely long conveyors capable of turning both clockwise and counterclockwise.
You are currently not logged in -

Kaps-All Packaging Systems, Inc.
Kaps-All supplies CONVEYS-ALL® modular conveyor designs that require no tools for adjustments. Standard components are used for simple and complete in-house installation eliminating expensive downtime and ensuring easy maintenance. The pre-assembled modules are easily connected together, offering flexibility of use as each conveyor component can be mixed, matched, reconfigured or added-on when needed. The standard stainless steel frame eliminates painted surfaces, aluminum extrusions and crudely welded non-sanitary systems on the market. CONVEYS-ALL conveyors are competitively priced and feature high quality materials and components, along with rugged construction, reliability and longevity of operation. All conveyor systems are guaranteed for 3 years. "Off-the-shelf" conveyor components can be shipped within 48 hours upon receipt of order.
You are currently not logged in -

Keenline Conveyor Systems, LLC
Keenline offers a line of super-sanitary designed conveyors for handling raw food and raw materials. In addition to its standard stainless steel conveyor lines, Keenline offers these custom designed conveyors to meet all raw food and food conveyance needs. Keenline builds a wide range of z-incline and z-decline conveyors that are easy to clean and clean in place products. USDA, FDA, 3A, meat, dairy, etc.) are all available design specifications upon request.
You are currently not logged in -

Key Technology, a Duravant Company
Key Technology specializes in vibratory conveying. Key’s engineers apply advanced design principles and a wealth of experience to develop vibratory conveying solutions for hundreds of different products. Each Key Technology Smart Shaker® -- including collection conveyors, feed conveyors, transfer shakers as well as conveyor solutions for grading, sizing and separating -- is built to meet high performance and sanitation standards, minimize lifecycle cost and maximize food safety.
You are currently not logged in
-

Lagrotta Packaging Group Inc.
Lagrotta Packaging offers a diverse range of conveyors designed to meet specific product handling needs with precision engineering and seamless integration. Built for durability, efficiency, and strict hygiene standards, these systems enhance production while minimizing maintenance requirements. Lagrotta’s conveyor solutions are ideal for industries requiring flexibility and reliability, supported by technical expertise and customer service. Lagrotta Packaging's product range includes single-filers, accumulation tables, case conveyors, modular belt conveyors, tabletop conveyors, incline and decline conveyors, hygienic conveyors, bottle conveyors, and roller conveyors, all crafted to optimize performance and streamline operations across various applications.
You are currently not logged in -

Laughlin Conveyor
Laughlin Conveyor offers a variety of conveyor system solutions for nearly every industry and application. Laughlin offers modular plastic belt conveyors, table top chain conveyors, composition belt conveyors, rod style metal belt conveyors, driven and gravity roller conveyors among other types.
You are currently not logged in -

Layton Systems
Layton Systems has worked with manufacturers and processors for over 40 years. Conveyor product line includes horizontal motion and vibratory conveyors. Layton’s bucket elevators are used for transporting product to processing systems. Bucket elevators feature an all stainless steel construction with polypropylene FDA roll-over buckets, stainless steel chain with Delrin rollers, nickel plated sprockets and in-line or right angle gear drive. System comes in 9-, 12-, 15-, 18- and 24-in. widths.
You are currently not logged in -

Liquid Packaging Solutions, Inc.
Liquid Packaging Solutions manufactures conveyors for bottle transfer, loading, laning, accumulating and more. Conveyor line height, width, material and other construction components will be matched to the project at hand.
You are currently not logged in
-

MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles.
You are currently not logged in -

Material Transfer & Storage Inc.
Material Transfer specializes in the design and manufacturing of advanced integrated bulk material handling systems fit with custom conveying systems. In addition, they offer specialized services such as pallet dispensing and slip sheet dispensing to meet a wide range of material handling needs.
You are currently not logged in -

mk North America, Inc.
mk North America provides a wide selection of standard and custom conveyors, as well as a full line of factory equipment, from chain and cleated belt conveyors to flat belt and modular plastic belt conveying systems. Company also offers conveyor engineering design services to help both end-users and integrators serve their industry requirements.
You are currently not logged in -

Movex USA, Inc.
Movex designs and manufactures conveyor components of metal, plastic and other materials, including chains, modular belts, curves, sprockets, idlers, and bearings, to meet the needs of various industrial systems. Based in Castelli Calepio (BG), the company serves a wide range of industries, including food, beverage, automotive, packaging, and process automation, offering customized handling solutions for specific market requirements. Movex specializes in the beverage industry and collaborates with a global technical team to distribute its products worldwide. The company's focus is on delivering efficient, reliable, and flexible solutions for safe industrial operations.
You are currently not logged in
-

Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in Video-Enhanced Listing
NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged inVideo-Enhanced Listing

Nercon Conveyor Systems
Nercon’s line of conveyors will move end-user products up or down, side to side, in addition to accumulating, rotating and turning. The ProCore® conveyor line features different types of conveyor systems and packaging equipment, including mat top, tabletop and belt conveyor systems. Manufactured in-house for fast delivery and installation onto factory floors, ProCore® conveyors are extensively tested for increased up-time performance. All ProCore® models are built with a standard base of equipment that allows it to be modified for customer preferences, making it a hybrid between standard “one-size-fits-all” and a custom product. Nercon also offers HydroCore® hygienic clean-in-place (CIP) conveyors and sanitary clean-out-of-place (COP) conveyor systems, designed and manufactured for efficiency, fewer repairs, less time between product changeovers, more uptime and increased profit margins. Sanitary Z incline conveyor and washdown spiral are engineered to help meet today’s stringent sanitary standards while still optimizing production operations.
You are currently not logged in-

Newmapak Ltd.
Newmapak offers a comprehensive range of Vetromeccanica conveyors, designed to optimize production lines across industries like food and beverage, wine and spirits, personal care, and more. These include air conveyors for lightweight empty containers, chain conveyors for stable transport, vacuum conveyors for precise movement. Vetromeccanica's modular conveyor designs accommodate various container shapes and materials, making them suitable for diverse production needs.
You are currently not logged in
-

Pack Air Inc.
Pack Air offers conveying solutions for a wide range of industries, including paper/tissue/non-wovens, food and beverage, CPGs, health and hygiene, warehousing and distribution, end-of-line, industrial and specialty, and industrial controls. Their product portfolio encompasses conveyor systems with mild steel, plastic, and stainless steel construction options, along with belts in various materials like fabric, rubber, and modular plastic. Pack Air also supplies air conveyors, zero tangent modular belts, and custom-fabricated solutions, as well as control systems, specialty devices, and controls for conveyors.
You are currently not logged in -

Packaging Dynamics, Ltd.
Packaging Dynamics, Ltd. offers custom configured, job specific-sized conveyors. Supplier works with existing line layouts to offer customers a cost-effective solution to meet plant requirements. Conveyors can be equipped with transfer plates and product diverters as well as bi-directional and serpentine accumulators.
You are currently not logged in -

Performance Feeders, Inc.
In addition to its feeding equipment, Performance Feeders supplies conveyors such as the AutoKinetics Model 55 Conveyor for light-duty, low-profile center-drive and end-drive applications. Performance Feeders also customizes belts for belt conveyors, plastic chain conveyors, steel mesh conveyors, incline-decline conveyors, timing belt conveyors and vacuum conveyors.
You are currently not logged in -
Pineberry Manufacturing
Pineberry Manufacturing supplies flat belt conveyors, vacuum conveyors, and lug conveyors engineered for consistent, high-speed product transport of packages. These systems are built to support a wide range of product types and packaging applications. Engineered for reliability and precision, Pineberry’s conveyors can be customized to meet specific production requirements, including indexing, spacing, and orientation. Whether used for standalone transport or integrated with other automation systems, Pineberry’s conveyor solutions help optimize material flow, reduce manual handling, and support continuous operation.
You are currently not logged in
-

POBCO, Inc.
POBCO offers conveyor components such as custom and standard wheels, rollers, bearings, guides and wear strips. Roller Guides provide low-friction guiding surface for ease in eliminating conveyed product jumps. The guiding surface is enhanced by rows of flanged rollers making contact with conveyed products.
You are currently not logged in -

PPM Technologies Holdings LLC, a Duravant Company
PPM offers a variety of conveyor types for the food-processing industry, ranging from belt conveyors to electromagnetic vibratory, mechanical, and horizontal motion types.
You are currently not logged in -

Project Services Group Inc.
PSG manufactures sanitary conveyor systems and equipment designed to meet USDA and FDA standards. PSG provides turnkey design services to ensure processing and packaging requirements are achieved while maintaining consistent product quality, easy cleaning, and reliable operation. With a broad and diversified line of sanitary conveyors, including tabletop conveyors, modular polypropylene or nylon belt conveyors, sanitary PVC-coated and urethane belt conveyors, and stainless steel belt conveyors, PSG conveyors support applications including material handling, cooling, drying and proofing, accumulation and surge, as well as case handling and case turning.
You are currently not logged in -

QC Conveyors, a Duravant Company
Conveyors for a wide variety of applications include modular plastic chain conveyors and belt conveyors, for washdown and heavy duty applications. Product line also includes tabletop and magnetic conveyors and beyond. Conveyors handle speeds up to 416 fpm and loads up to 800 lb. and widths from 2- to 48 in.
You are currently not logged in
-

R. L. Craig
R.L. Craig's line of conveying equipment includes tabletop, split-belt, belt, mat top and end-to-end conveyors. In addition, R.L. Craig offers conveying accessories such as support rails, adjustable guide rails, uprights, support bases and related conveyor components.
You are currently not logged in -
Regal Rexnord Corporation
Regal Rexnord offers System Plast® and Valu Guide® high quality plastic conveyor chains, modular plastic belts, and industry-leading conveying components. Specialists in helping customers to do business more sustainably by saving water, Regal Rexnord’s extensive product line includes proprietary plastic conveyor chains, belts and components. These products have an extremely low coefficient of friction, enabling the elimination of soap and water or other lubricants from conveyor systems. Regal Rexnord conveyors have been successfully implemented in food, beverage and material handling facilities, especially in craft brewing, canning and bottling. In facilities where there is often downtime due to conveyor jams or tedious guide rail changeovers, System Plast® Valu Guide® products can help. Speedset™ brackets are made to reduce both errors and downtime spent for guide rail changeover, and when those guide rails, wear strips or bead rail are made of Nolu® plastic, the low friction surfaces promote material flow. The high resistance of these products to corrosion and wear helps decrease unplanned downtime and noise, and increase your efficiency and speed.
You are currently not logged in -
Regina USA, Inc.
Manufacturer of stainless steel and plastic chains, plastic modular belting and components for conveyor systems offers table top style chains, mat top style belting, power transmission and attachment chains. Other products include specialty and gripper chains; machines and molded sprockets; standard and custom-made magnetic, TAB and Bevel curves; lubricated and standard wear strips; return rollers; side guides; and other components.
You are currently not logged in -
Rexfab
Rexfab offers conveyor solutions for the entire production line. Rexfab can help automate high-volume production lines in the baking and food industries. Conveyor solutions are designed to meet all production and sanitary requirements. They feature stainless-steel construction for resilience and ease of cleaning, and modular plastic belting with a variable AC gear motor for optimal performance.
You are currently not logged in
-

RMH Systems Inc
RMH Systems is a conveying equipment integrator that specializes in designing, integrating, and supporting conveyor solutions tailored to specific material handling needs. Rather than manufacturing equipment, RMH partners with leading suppliers to integrate the right conveyor technologies into cohesive systems. Their experience spans live roller, chain driven, belt, zero pressure accumulation, vertical, line shaft, and sortation conveyors. By focusing on smart integration, controls, and layout optimization, RMH delivers reliable conveyor systems that improve flow, throughput, and overall operational efficiency.
You are currently not logged in -

Robotunits Inc.
Robotunits offers a wide variety of standard and custom conveyors with short lead times, including belt, modular belt, powered roller, transfer unit, turntable conveyors in addition to conveyor technology accessories and side guide systems. The variable Robotunits Lift Station enables the energy-efficient transport of products on two levels within industry and production areas, with standard conveying heights up to 5 m.
You are currently not logged in -

Sentry Equipment Erectors LLC
Sentry Equipment & Erectors supplies a range of conveyors, including tabletop, case conveyors, neck guided air conveyors for bottles and isometric air conveyors, as well as activated roller belts. Sentry's Pack conveyors are specifically designed for hard-to-handle packages, including multi-packs such as film bundles, decorated cartons, and banded six-packs.
You are currently not logged in -

Septimatech Group Inc.
Septimatech offers a wide range of adjustable guide rail systems that are designed to deliver fast, reliable set-ups that eliminate human and mechanical variables and fine-tuning to achieve improved container control and reduced downtime caused by bottle shingling, jamming, popping up and tipping. Guide rails are engineered to be economic and easy to use. Septimatech also offers a multi-lane guide rail adjustment system as well as numerous related conveyor components and accessories.
You are currently not logged in
-

Slideways, Inc
Standard and custom designed plastic parts and components for conveyors include bearings, conveyor chain and belt guides, simple and complex custom designed plastic parts, plastic extrusions, SlideTrax plastic chain tracks and more.
You are currently not logged in -
Stainless Specialists Inc.
SSi’s custom-made conveyors are used in a range of packaging applications for an wide variety of manufacturing and processing facilities, ranging from the food to the automotive industry. In addition to conveyors, SSi also offers a custom 3D scan within or around existing facilities or conveyors in order to measure the area around tight spaces to help reduce downtime during installation of new conveyors.
You are currently not logged in -

System Technology, Inc
System Technology, Inc. offers a comprehensive range of conveyor systems designed for versatility and efficiency in various industrial settings. Their portfolio includes belt, roller, and modular plastic chain conveyors, powered roller conveyors, layer former conveyors, slider beds, square rollers, right angle transfer systems, spreading conveyors and many other models. System Technology tailors each of its conveying systems to transport products smoothly through manufacturing or packaging processes. These conveyors are engineered for durability and can handle lightweight or heavy-duty items with precision. Modular designs facilitate easy integration and scalability, while features like adjustable speeds and automated sorting enhance workflow efficiency. System Technology's conveyors are widely used in food and beverage production, pharmaceuticals, and consumer goods manufacturing, providing seamless transport solutions that optimize productivity and maintain high standards of quality.
You are currently not logged in -

Tessera Group Inc.
George A. Wright, a Tessera Group company, specializes in the design, manufacture and integration of customized specialty stainless steel conveyor systems, secondary product handling conveyors, CDLR roller conveyors, and 24 V DC roller conveyor systems.
You are currently not logged in
-

Toyota Automated Logistics
Bastian designs conveyor systems that replace manual transport processes, creating more reliable, ergonomic, and organized operations. Whether purchased as standalone pieces of equipment or as part of larger automated systems, Bastian Solutions conveyors increase throughput, relieve bottlenecks, and maximize the productivity of the labor force. Conveyors can help automate a variety of processes, including transporting, sorting, loading, unloading, palletizing, order fulfillment, and more.
You are currently not logged in -

Uni Pak Corp.
Uni-Pak Corp. designs and manufactures custom conveyor systems used in all types of industries: beverage handling, electronics, automotive, pharmaceutical, and more. Product line includes an array of conveyors, including vertical, mat top, metal free, belt, table top, and chain belt conveyors. Bottle and can divider and combiner multiple chain conveyor systems are also available, with optional vibrators. Also available are live corner and conveyor corner transfers to minimize dead plate transfer widths. Most conveyor systems use mild steel or stainless steel construction.
You are currently not logged in -
U.S. Tsubaki Power Transmission, LLC
U.S. Tsubaki’s Conveyor Operations Division manufactures products for conveyor operations, including conveyor chains, roller chains, sprockets, and power transmission products, to meet the rigorous requirements of today’s food and beverage manufacturers. Designed to be of the highest quality and strong enough to withstand extreme temperatures, high moisture levels, and exposure to harsh chemicals, Tsubaki conveyor products are engineered to avoid corrosion or extended downtime. Products for conveyor lines highlighted on the U.S. Tsubaki website include inverted power and free conveyor systems, overhead power and free conveyor systems, electrified monorail systems (floor or overhead), and floor conveyor systems (chain, shuttle, working, booth, high temp, LIM, friction, PRB, etc.). Other products include drop lifters, fork transfers, sublifters, turntables, traversers, feeders, skids, dollies, overhead carriers, and zip chain lifters.
You are currently not logged in -
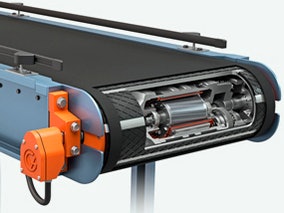
VDG (Van der Graaf)
The VDG Drum Motor is designed as a safer, space-optimized drive solution for belt conveyors. The VDG Drum Motor is a motorized head pulley for conveyors that encloses all drive components inside the drum. The internal drive design significantly decreases energy consumption and maintenance costs, while eliminating the external components such as motor, gear box, sprockets, chain, chain guard and pillow block bearings typically seen on conventional drives.
You are currently not logged in
-

Volta Belting Technology
Volta Belting Technologies is a top supplier of food grade belts, offering a wide variety of options for the food processing and packaging industry. The belts are designed to meet strict hygiene and safety standards and come in a variety of materials for various operations such as meat, poultry, fish, dairy, and bakery. Volta's belts are constructed with durable materials that can withstand extreme temperatures while operating efficiently under heavy-duty loads. Featured products include Volta’s Mini SuperDrive™ (MSD), which complements Volta’s positive drive belt range by offering the advantages of the heavier SuperDrive™ range in a smaller tooth profile format. The Mini SuperDrive™ belt solves the key mechanical problems of classic flat belts, namely, slipping and off-tracking. DualDrive™, a fully extruded positive drive belt featuring a smooth homogeneous character and integral teeth on the drive side which can act as built-in cleats.
You are currently not logged in -

WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in -
Wire Belt Company of America
Wire Belt Company of America is a leading provider of innovative conveyor belt systems and conveyors, as well as conveyor component parts and accessories. Wire Belt’s range of products includes both light-duty and heavy-duty conveyor belts as well as custom fabricated solutions, designed to meet the individual needs of clients in the food processing industry and beyond. Wire Belt's product line of conveyors includes flat-flex conveyors, chain-driven conveyors, compact-grid conveyors, and various other specialty types of conveyors for cooling, baking and washing in the food processing industry. While flat-flex conveyor belts are versatile and can be used in a variety of industries, chain-driven conveyors are best suited for heavy-duty applications. Compact-grid conveyors are ideal for small products or unstable products. Wire Belt also offer chain drive pulleys for extra reach and stainless steel meshes to resist abrasion and corrosion under extreme temperatures and award-winning drive components like angular bearings, motor mount pans, tensioners and more.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »