Incline Conveyors
(37 companies)Incline conveyors permit products to be moved from one height to another. Examples include adjustable conveyors, slider bed incline conveyors, roller bed incline conveyors, continuous and reciprocating vertical conveyors, and spiral conveyors. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
-


CMCO Conveyance Solutions
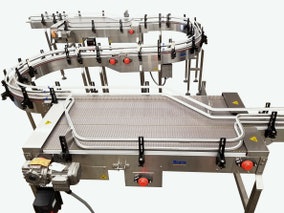
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in Video-Enhanced Listing


NCC Automated Systems
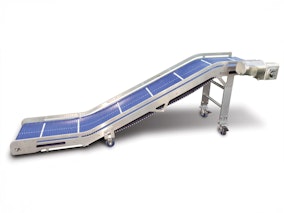
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in-

ABM Equipment
ABM Equipment designs, builds, and integrates all types of conveyance systems from belt and screw to tubular drag and pneumatics.
You are currently not logged in -

Accutek Packaging Equipment Co., Inc.
Accutek specializes in manufacturing customizable conveyor systems, available in both open top and closed top sanitary designs. Accutek conveyors can be tailored to fit any desired length or width, providing flexibility to meet specific requirements. Each conveyor is constructed using robust stainless steel materials, ensuring durability and longevity. Additionally, Accutek conveyors feature height adjustable stands and variable speed drives, allowing for precise control. Whether the customer needs an open top or closed top sanitary design, Accutek offers a wide range of lengths and widths to accommodate diverse needs.
You are currently not logged in
-

AND&OR AMERICA
AND&OR's offers a wide range of conveying equipment designed for containers, bottles, and packs, including straight belt conveyors with optional vacuum capability to improve container stability. Conventional tabletop chain conveyors, constructed from aluminum or stainless steel, are designed to convey bottles, cans, or canisters in single file. Air conveyors for PET or HDPE bottles feature stainless steel pneumatic construction with manual or automatic guide adjustment and are suited for medium- to high-speed lines handling lightweight containers. AND&OR AMERICA elevator and lowerator conveyors enable container elevation or descent up to 7 meters. Box and pack conveyors support secondary packaging, handling cartons, trays, and shrink-wrapped packs using roller or modular wire mesh configurations.
You are currently not logged in -
Bevco Sales International
Bevco conveyors are specialized for the food, beverage and consumer goods industries. Conveyor products, including tabletop, mat-top, air/pneumatic conveyor, and six-lane variety pack conveyors, are engineered to move containers and packages of various sizes along processing lines with maximum efficiency and reliability. Bevco offers custom designed conveyors to suit production needs of their customers.
You are currently not logged in -

Boston Conveyor & Automation (An Mpac Group Company)
Boston Conveyor & Automation manufactures stainless steel conveyors that meet a wide range of industry standards, from wipedown construction for GMP and packaged product handling to fully welded sanitary conveyors for the most stringent USDA and EHEDG applications. Product line includes wipedown conveyors, washdown conveyors, sanitary conveyors and ultra sanitary conveyors. Product line accommodates belt types ranging from modular plastic to table top chain, fabric, homogenous, and wire belts. Boston Conveyor & Automation also offers switching conveyors for horizontal, multi-lane and vertical multi-lane applications.
You are currently not logged in -
CMCO Conveyance Solutions
Dorner fabric and modular belt conveyors from CMCO Conveyance Solutions are precision-engineered solutions designed to deliver seamless product movement, increased throughput, and improved operational efficiency across a wide range of manufacturing and distribution environments. Backed by more than 50 years of innovation, these conveyors offer highly customizable designs tailored to exact application requirements, supporting configurations such as straight, curved, and Z-frame layouts for maximum flexibility. By enabling precise product handling, they help reduce bottlenecks, minimize downtime, and streamline production processes, ultimately boosting overall productivity. Built for versatility, Dorner’s fabric and modular belt systems accommodate diverse applications and industries while maintaining reliable, high-performance operation. With a focus on efficiency, adaptability, and consistent results, these conveyors represent a comprehensive material handling solution engineered to meet the evolving demands of modern production lines.
You are currently not logged in
-
Coastal Manufacturing
Boost efficiency with Coastal Manufacturing’s custom stainless steel sanitary conveyors, engineered for food-safe processing and packaging. Coastal Manufacturing's stainless steel solutions are FSMA & USDA/FDA compliant, designed for durability, and feature easy cleaning and seamless integration into any production line.
You are currently not logged in -

Conveyor & Automation Technologies, Inc.
Conveyor & Automation Technologies, Inc. designs and manufactures custom conveyor systems for food and beverage, warehouse, and material handling, for a range of operation environments and applications, including case conveying. Their conveyor portfolio includes in-line and bi-directional accumulation systems, case conveyors, and integrated material handling lines designed to work with sorting, palletizing, and control systems. Case conveyor options include plastic mat-top conveyors, zoned zero-pressure and reduced-pressure accumulation, brake and meter belts, dual-belt case turners, and motor-driven roller conveyors, supporting controlled product flow, accumulation, and orientation within automated production lines.
You are currently not logged in -
DCC Automation
For over 70 years, DCC Automation has been a trusted provider of conveyor solutions for the food, beverage, and dairy industries. DCC Automation's hygienic, stainless-steel designs are built for durability, easy sanitation, and long-term efficiency, helping facilities reduce downtime and keep production moving. DCC Automation offers a wide range of systems, including tabletop, mat-top, air, and alpine conveyors, as well as custom sanitary designs tailored for specialized applications. Backed by expert service, aftermarket parts, and a legacy of engineering innovation, DCC Automation ensures your production line operates at peak performance.
You are currently not logged in -

Dillin Automation Systems Corp.
Dillin Automation Systems supplies a range of conveyors handling numerous applications, including drag chain, belt-driven conveyors, mat top, slider bed belt, table top and roller conveyors. Featured conveyors include the Air Deck, which conveys and accumulates everything from candy, caps and cartons to pouches, bags and bottles with a 400 fpm throughput. Other conveyors include Soft-Touch, with a roller bearing design that allows low back pressure handling for a variety of products: cups, totes, slug, cartons and more. Conveyors can be supplied as standalone or integrated as a complete, customized system.
You are currently not logged in
-

Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in -

Dyco, Inc.
Dyco tabletop conveyors are excellent for streamlining the transfer of materials or products. Dyco offers extensive tabletop conveyor experience and single-source fabrication, installation and service of systems it designs.
You are currently not logged in -

FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in -

Frazier & Son
Frazier & Son manufactures bucket elevators for food processing and other industries in over ten different configurations, including single and multiple discharge designs. Designed to fit about any application or layout, bucket elevators can include indexing drives for kit or food assembly lines. Each bucket elevator is custom designed and built to meet the specific project requirements of the end user.
You are currently not logged in
-

GlobalTek Equipment
GlobalTek Equipment makes a Raised Bed Sanitary Conveyor, designed to prevent bacteria growth caused by spills on the conveying line. It features a raised table top plastic belt, preventing the accumulation of debris underneath and enabling easy wipe-down maintenance and sanitation without disassembly. This unique design caters to the specific requirements of the food industry, ensuring compliance with food safety regulations. Additionally, it is suitable for chemical, nutraceuticals, pharmaceutical, and other industries with similar needs.
You are currently not logged in Video-Enhanced Listing

Heat and Control, Inc.
Heat and Control distributes Fastback conveyors with configurations designed to help customers transfer, lift vertically, convey long distances, and even decline product in a controlled manner.
You are currently not logged in-

High Tek USA
High Tek USA supplies incline conveyors and bucket elevators designed to be durable and dependable. Featuring a high quality stainless steel construction, conveyors are designed tol meet and exceed customer needs. Incline conveyor features a “bolt to floor” design with aluminum or stainless diamond plate floors and 304 stainless steel or mild steel chassis. High Tek’s bucket elevator can be used with their Standard Combination Weigher and features variable speed control, a customizable discharge height and a capacity of 1.8- or 3.8-liter loads.
You are currently not logged in -

ICON Robotics
ICON Robotics' JMP Engineering division is much more than an integrator of robots. JMP designs, engineers and manufactures most of the components that make up its systems. Whether for handling small lightweight items at ultra-high speeds or large cumbersome products, JMP Engineering can design and manufacture a conveying system that is efficient, easy to operate, and requires little maintenance.
You are currently not logged in
-

Keenline Conveyor Systems, LLC
Keenline offers a line of super-sanitary designed conveyors for handling raw food and raw materials. In addition to its standard stainless steel conveyor lines, Keenline offers these custom designed conveyors to meet all raw food and food conveyance needs. Keenline builds a wide range of z-incline and z-decline conveyors that are easy to clean and clean in place products. USDA, FDA, 3A, meat, dairy, etc.) are all available design specifications upon request.
You are currently not logged in -

Lagrotta Packaging Group Inc.
Lagrotta Packaging offers a diverse range of conveyors designed to meet specific product handling needs with precision engineering and seamless integration. Built for durability, efficiency, and strict hygiene standards, these systems enhance production while minimizing maintenance requirements. Lagrotta’s conveyor solutions are ideal for industries requiring flexibility and reliability, supported by technical expertise and customer service. Lagrotta Packaging's product range includes single-filers, accumulation tables, case conveyors, modular belt conveyors, tabletop conveyors, incline and decline conveyors, hygienic conveyors, bottle conveyors, and roller conveyors, all crafted to optimize performance and streamline operations across various applications.
You are currently not logged in -

Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in Video-Enhanced Listing
NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in
-

Newmapak Ltd.
Newmapak offers a comprehensive range of Vetromeccanica conveyors, designed to optimize production lines across industries like food and beverage, wine and spirits, personal care, and more. These include air conveyors for lightweight empty containers, chain conveyors for stable transport, vacuum conveyors for precise movement. Vetromeccanica's modular conveyor designs accommodate various container shapes and materials, making them suitable for diverse production needs.
You are currently not logged in -

Pack Air Inc.
Pack Air offers conveying solutions for a wide range of industries, including paper/tissue/non-wovens, food and beverage, CPGs, health and hygiene, warehousing and distribution, end-of-line, industrial and specialty, and industrial controls. Their product portfolio encompasses conveyor systems with mild steel, plastic, and stainless steel construction options, along with belts in various materials like fabric, rubber, and modular plastic. Pack Air also supplies air conveyors, zero tangent modular belts, and custom-fabricated solutions, as well as control systems, specialty devices, and controls for conveyors.
You are currently not logged in Video-Enhanced Listing

Paxiom Automation, Inc.
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in-

Project Services Group Inc.
PSG manufactures sanitary conveyor systems and equipment designed to meet USDA and FDA standards. PSG provides turnkey design services to ensure processing and packaging requirements are achieved while maintaining consistent product quality, easy cleaning, and reliable operation. With a broad and diversified line of sanitary conveyors, including tabletop conveyors, modular polypropylene or nylon belt conveyors, sanitary PVC-coated and urethane belt conveyors, and stainless steel belt conveyors, PSG conveyors support applications including material handling, cooling, drying and proofing, accumulation and surge, as well as case handling and case turning.
You are currently not logged in
-

QC Conveyors, a Duravant Company
Conveyors for a wide variety of applications include modular plastic chain conveyors and belt conveyors, for washdown and heavy duty applications. Product line also includes tabletop and magnetic conveyors and beyond. Conveyors handle speeds up to 416 fpm and loads up to 800 lb. and widths from 2- to 48 in.
You are currently not logged in -
Rexfab
Rexfab offers conveyor solutions for the entire production line. Rexfab can help automate high-volume production lines in the baking and food industries. Conveyor solutions are designed to meet all production and sanitary requirements. They feature stainless-steel construction for resilience and ease of cleaning, and modular plastic belting with a variable AC gear motor for optimal performance.
You are currently not logged in -

Royal Apollo Group
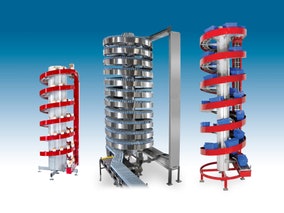
Apollo VTS is a leading supplier of vertical conveying systems including spiral conveyors and bucket conveyors/elevators. Several spiral conveyors are available, from single lane spiral conveyors designed to save floor space and increase throughput to dual lane spirals, heavy duty spirals, and more. Highlighted spiral conveyors include the Apollo Mass Flow Spiral Conveyor, designed for handling full bottles as well as empty bottles, cans, jars, other similar single containers and many more in a continuous mass flow. Conveying system is capable of handling 2,000 units per minute. Royal Apollo Group's bucket elevators are suited for a broad range of bulk products in the food, agriculture, pharmaceutical, cosmetic, chemicals, and other materials requiring gentle handling, such as grains, coffee, sweets, sugar, rice, beans, pet food, peanuts, flakes, seeds, tea and more.
You are currently not logged in -
Ryson International Inc.
Ryson supplies vertical spiral conveyors, which need less floor space than conventional conveyors and are also faster and more reliable than any elevator or lift. Central to their design is Ryson’s proprietary slat-style belts designed with rolling friction without any sliding movements or wear strips. This facilitates a small footprint, high speed, low noise, low maintenance and a long life. Ryson Spirals are available in powder coated carbon steel, stainless steel, hybrid and freezer versions.
You are currently not logged in
-
Standard-Knapp, Inc.
Standard-Knapp designs custom stainless steel conveyors for seamless material flow in both wet and dry packaging environments. Built for continuous operation, these conveyors feature modular and flat top chains, rollers, and belts, with options for vertical conveying and automatic adjustments. The 496 Triangular Conveyor, for example, optimizes product stability during transitions. Engineered for flexibility and future expansion, these systems use high-quality gear motors with frequency converters and soft start features for enhanced performance and reliability.
You are currently not logged in -

System Technology, Inc
System Technology, Inc. offers a comprehensive range of conveyor systems designed for versatility and efficiency in various industrial settings. Their portfolio includes belt, roller, and modular plastic chain conveyors, powered roller conveyors, layer former conveyors, slider beds, square rollers, right angle transfer systems, spreading conveyors and many other models. System Technology tailors each of its conveying systems to transport products smoothly through manufacturing or packaging processes. These conveyors are engineered for durability and can handle lightweight or heavy-duty items with precision. Modular designs facilitate easy integration and scalability, while features like adjustable speeds and automated sorting enhance workflow efficiency. System Technology's conveyors are widely used in food and beverage production, pharmaceuticals, and consumer goods manufacturing, providing seamless transport solutions that optimize productivity and maintain high standards of quality.
You are currently not logged in -

Tessera Group Inc.
George A. Wright, a Tessera Group company, specializes in the design, manufacture and integration of customized specialty stainless steel conveyor systems, secondary product handling conveyors, CDLR roller conveyors, and 24 V DC roller conveyor systems.
You are currently not logged in -
Titans Packaging
Titans Packaging designs and manufactures tabeltop, gravity roller, accumiulation conveyors and other systems designed for food and beverage, pharmaceuticals, packaging, and manufacturing. Titans Packaging tabletop conveyors feature a modular design for low to medium-speed production, accommodating curves and elevation changes. Gravity roller conveyors offer a cost-effective material handling solution using gravity to move products, ideal for warehouses and distribution centers. Accumulation conveyors optimize product flow with options such as recirculating, mass flow, and single filing conveyors for buffering and organizing products. All conveyors are manufactured in the USA and can be customized to meet specific industry requirements, ensuring flexibility, reliability, and efficiency in conveyance.
You are currently not logged in
-
TORFRESMA USA LLC
Torfresma manufactures hygienic and non-hygienic conveyor systems. Hygienic conveyor systems are utilized in fabrication and fully washdown areas in food facilities. These conveyors come standard with CIP (clean-in-place) capability and have a robust design. Non-hygienic conveyors are utilized in secondary processing areas for companies in the food and consumer goods industries. Torfresma also has a wide variety of sorters in its portfolio to transfer cases 90 degrees or 30 degrees. Torfresma conveyors utilize rollers and belting depending on the application.
You are currently not logged in -

Toyota Automated Logistics
Bastian designs conveyor systems that replace manual transport processes, creating more reliable, ergonomic, and organized operations. Whether purchased as standalone pieces of equipment or as part of larger automated systems, Bastian Solutions conveyors increase throughput, relieve bottlenecks, and maximize the productivity of the labor force. Conveyors can help automate a variety of processes, including transporting, sorting, loading, unloading, palletizing, order fulfillment, and more.
You are currently not logged in -
WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »