Air/Vacuum Tabletop Style Conveyors
(29 companies)Air conveyors refer to flat top conveyor systems that uses compressed air to move packages or materials, similar to air hockey tables. Vacuum conveyors pull a vacuum through the conveyor belt to hold down packages or materials to the conveyor belt. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
-


ABM Equipment
ABM Equipment designs, builds, and integrates all types of conveyance systems from belt and screw to tubular drag and pneumatics.
You are currently not logged in -

Advanced Manufacturing Technology
AMT offers a comprehensive array of designs of conveyor solutions, emphasizing simplicity. AMT specializes in air conveyor systems for plastic bottles such as neck ring air conveyors, deck air conveyors, and pre-form conveyors for bottle handling. In addition, AMT manufactures custom-engineered mechanical conveyors, ranging from table top systems to to specialty magnetic designs. All models are engineered for easy maintenance and changeovers, reliable performance under continuous operation, and longevity. Conveyors are designed to operate quietly and efficiently while delivering savings in energy and CO2 emissions.
You are currently not logged in -
Bevco Sales International
Bevco conveyors are specialized for the food, beverage and consumer goods industries. Conveyor products, including tabletop, mat-top, air/pneumatic conveyor, and six-lane variety pack conveyors, are engineered to move containers and packages of various sizes along processing lines with maximum efficiency and reliability. Bevco offers custom designed conveyors to suit production needs of their customers.
You are currently not logged in -

BW Packaging
BW Integrated Systems offers a broad range of conveyor systems that are manufactured to handle an array of products, including full and empty cans, bottles, cases, multi-packs, flexible products and more. Systems range from vacuum and air conveyance to traditional tabletop in both mass flow and single file configurations. BW Integrated Systems has over 50 years of conveyor, system control and line design experience.
You are currently not logged in
-

CAM Packaging Systems
Horizontal, vertical, incline and bucket conveyors are designed for a wide range of packaging applications. Co. also builds custom conveyors and carries standard sized conveyors. Featured conveyors include a bucket conveyor to move product from ground level up to the scale or counting system.
You are currently not logged in -
Container Handling Systems Corporation
CHSC conveyor systems offer a wide variety of design options to meet customer conveying needs. Products include table and mat top chain conveyor systems, air deck conveyors and Zone Touch zero pressure tabletop conveyors. CHSC also supplies cable conveyor systems for conveying metal cans. Related conveying systems include pressureless single filer systems as well as bi-directional and in-line flow accumulation tables.
You are currently not logged in -

Coperion
E-finity is a patented continuous dense phase pneumatic convey system for fragile materials. Precise pressure monitoring and airflow corrections allow the system to operate efficiently under all conditions, while gently inducing materials through the convey line in slug form. E-finity is ideally suited for granular and pelleted materials, and has proven itself on many projects for pet foods, cereals, nuts and grains.
You are currently not logged in -
DCC Automation
For over 70 years, DCC Automation has been a trusted provider of conveyor solutions for the food, beverage, and dairy industries. DCC Automation's hygienic, stainless-steel designs are built for durability, easy sanitation, and long-term efficiency, helping facilities reduce downtime and keep production moving. DCC Automation offers a wide range of systems, including tabletop, mat-top, air, and alpine conveyors, as well as custom sanitary designs tailored for specialized applications. Backed by expert service, aftermarket parts, and a legacy of engineering innovation, DCC Automation ensures your production line operates at peak performance.
You are currently not logged in
-

Descon Conveyor Systems
Descon provides a complete suite of conveyor solutions for a range of applications, with a focus on the particular demands of the food and beverage industry. Featured systems include Descon’s full line of integrated case conveyors, designed for strength, rigidity and performance. Descon conveyor products also include plastic modular belting, low-back pressure type chains as well as accumulation and friction/non-friction top chains for braking.
You are currently not logged in -

Dillin Automation Systems Corp.
Dillin Automation Systems supplies a range of conveyors handling numerous applications, including drag chain, belt-driven conveyors, mat top, slider bed belt, table top and roller conveyors. Featured conveyors include the Air Deck, which conveys and accumulates everything from candy, caps and cartons to pouches, bags and bottles with a 400 fpm throughput. Other conveyors include Soft-Touch, with a roller bearing design that allows low back pressure handling for a variety of products: cups, totes, slug, cartons and more. Conveyors can be supplied as standalone or integrated as a complete, customized system.
You are currently not logged in -

Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in -

Dyco, Inc.
Dyco offers custom conveying solutions including extensive cable conveyor systems for many industries and the patented modular aluminum Red Line tabletop bottle conveyor, designed for long runs and minimized chain surging.
You are currently not logged in
-

Dyco, Inc.
Dyco tabletop conveyors are excellent for streamlining the transfer of materials or products. Dyco offers extensive tabletop conveyor experience and single-source fabrication, installation and service of systems it designs.
You are currently not logged in -

FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in -

Hoosier Feeder
Hoosier Feeder Company offers a full line of conveyors to fit the application from robust and durable conveyors for heavy parts or light, flexible conveyance for high-speed applications. Platforms include belt, modular chain, wash-down food grade, and chain conveyors.
You are currently not logged in -

Houdijk North America, Inc.
Houdijk’s conveyor and accumulation systems form the critical link between oven output and packaging, delivering smooth, high-speed product handling. Their conveyors feature independent drives per section to ensure synchronization, accessibility, and ergonomic efficiency, and are engineered for gentle handling and easy cleaning. Accumulation buffers, including vibratory, inflow, and tray buffers such as FIFO Tray Buffer, absorb downstream stoppages and maintain line efficiency by providing temporary storage between processes. Systems integrate vision-backed monitoring to track product flow, detect shortages or jams, and support rapid, tool-free changeovers according to Poka-Yoke principles. The modular, hygienic design offers flexibility for future expansions, minimizing manning and maximizing throughput to keep biscuit and cookie lines running reliably from oven to wrapper.
You are currently not logged in
-

KOALD
KOALD Design is a full service engineering firm offering a complete spectrum of solutions for process and packaging systems in the food and beverage, pharmaceutical, cosmetic and medical manufacturing industries, including product and package conveyors, including bucket conveyors, incline conveyors, flighted conveyors and more.
You are currently not logged in -

Lagrotta Packaging Group Inc.
Lagrotta Packaging offers a diverse range of conveyors designed to meet specific product handling needs with precision engineering and seamless integration. Built for durability, efficiency, and strict hygiene standards, these systems enhance production while minimizing maintenance requirements. Lagrotta’s conveyor solutions are ideal for industries requiring flexibility and reliability, supported by technical expertise and customer service. Lagrotta Packaging's product range includes single-filers, accumulation tables, case conveyors, modular belt conveyors, tabletop conveyors, incline and decline conveyors, hygienic conveyors, bottle conveyors, and roller conveyors, all crafted to optimize performance and streamline operations across various applications.
You are currently not logged in -

MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles.
You are currently not logged in -

Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in
-

NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in -

Nercon Conveyor Systems
Nercon’s line of conveyors will move end-user products up or down, side to side, in addition to accumulating, rotating and turning. The ProCore® conveyor line features different types of conveyor systems and packaging equipment, including mat top, tabletop and belt conveyor systems. Manufactured in-house for fast delivery and installation onto factory floors, ProCore® conveyors are extensively tested for increased up-time performance. All ProCore® models are built with a standard base of equipment that allows it to be modified for customer preferences, making it a hybrid between standard “one-size-fits-all” and a custom product. Nercon also offers HydroCore® hygienic clean-in-place (CIP) conveyors and sanitary clean-out-of-place (COP) conveyor systems, designed and manufactured for efficiency, fewer repairs, less time between product changeovers, more uptime and increased profit margins. Sanitary Z incline conveyor and washdown spiral are engineered to help meet today’s stringent sanitary standards while still optimizing production operations.
You are currently not logged in -

Newmapak Ltd.
Newmapak offers a comprehensive range of Vetromeccanica conveyors, designed to optimize production lines across industries like food and beverage, wine and spirits, personal care, and more. These include air conveyors for lightweight empty containers, chain conveyors for stable transport, vacuum conveyors for precise movement. Vetromeccanica's modular conveyor designs accommodate various container shapes and materials, making them suitable for diverse production needs.
You are currently not logged in -

Pack Air Inc.
Pack Air offers conveying solutions for a wide range of industries, including paper/tissue/non-wovens, food and beverage, CPGs, health and hygiene, warehousing and distribution, end-of-line, industrial and specialty, and industrial controls. Their product portfolio encompasses conveyor systems with mild steel, plastic, and stainless steel construction options, along with belts in various materials like fabric, rubber, and modular plastic. Pack Air also supplies air conveyors, zero tangent modular belts, and custom-fabricated solutions, as well as control systems, specialty devices, and controls for conveyors.
You are currently not logged in
-

Piab Inc.
Piab's vacuum conveyors are designed for conveying dry powder and bulk products through dedicated pipe systems. Vacuum conveying systems are built of high quality material to meet the demands for operational safety and hygiene in the food, pharmaceutical and chemical industries. Piab’s vacuum conveyors are ATEX Dust certified; piFLOW®, piFLOW®p and piFLOW®t are ATEX Gas certified. All conveyors are available with either an ejector-driven vacuum pump or with a mechanical pump.
You are currently not logged in -
Pineberry Manufacturing
Pineberry Manufacturing supplies flat belt conveyors, vacuum conveyors, and lug conveyors engineered for consistent, high-speed product transport of packages. These systems are built to support a wide range of product types and packaging applications. Engineered for reliability and precision, Pineberry’s conveyors can be customized to meet specific production requirements, including indexing, spacing, and orientation. Whether used for standalone transport or integrated with other automation systems, Pineberry’s conveyor solutions help optimize material flow, reduce manual handling, and support continuous operation.
You are currently not logged in -

Posimat
Posimat supplies conveyors specifically designed for handling empty plastic bottles and cans on bottling and canning lines; equipment includes air conveyors, mass conveyors and tabletop conveyors. POSIJET air conveyor with twin guides encapsulates the bottle above and below the neck ring, which avoids leaving marks on the bottle's neck and provides better stability to the bottle, even at very high production line speeds. Mass conveyors use modular belts to transport mass quantities of empty plastic bottles in straight and vertical elevations. Posimat's vacuum table top conveyors are designed for flat-base empty bottles
You are currently not logged in -

Robotunits Inc.
Robotunits offers a wide variety of standard and custom conveyors with short lead times, including belt, modular belt, powered roller, transfer unit, turntable conveyors in addition to conveyor technology accessories and side guide systems. The variable Robotunits Lift Station enables the energy-efficient transport of products on two levels within industry and production areas, with standard conveying heights up to 5 m.
You are currently not logged in
-

Sentry Equipment Erectors LLC
Sentry Equipment & Erectors supplies a range of conveyors, including tabletop, case conveyors, neck guided air conveyors for bottles and isometric air conveyors, as well as activated roller belts. Sentry's Pack conveyors are specifically designed for hard-to-handle packages, including multi-packs such as film bundles, decorated cartons, and banded six-packs.
You are currently not logged in -

WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »
Related Conveyors searches
More on Air/Vacuum Tabletop Style Conveyors
Explore the functionality and benefits of Air/Vacuum Tabletop Style Conveyors, which utilize compressed air or vacuum systems to move and secure materials during the packaging process.
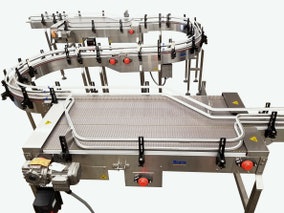
Air/Vacuum Tabletop Style Conveyors are specialized conveyor systems that facilitate the movement and handling of packages or materials using compressed air or a vacuum mechanism. These conveyors are akin to air hockey tables in their use of air flow to move objects effortlessly across a flat surface. The technology primarily serves to enhance the efficiency and speed of packaging operations by providing a reliable means of transporting goods with minimal physical contact.
The working mechanism of these conveyors involves either pushing objects using jets of compressed air or holding them down using a vacuum system. In air conveyors, compressed air is expelled through small holes in the conveyor surface, creating a cushion of air that lifts the packages slightly off the belt and propels them forward. Vacuum conveyors, on the other hand, use suction to keep the packages firmly attached to the conveyor surface, preventing slippage and ensuring stability, especially useful for lightweight or delicate items.
These conveyors are employed in various applications where gentle handling and precise control of package movement are critical. Industries such as pharmaceuticals, electronics, and food and beverage find these systems particularly beneficial for maintaining the integrity of products during the transport process. Moreover, their tabletop design makes them ideal for integration into existing production lines where space is limited, providing a versatile solution for material handling challenges.
One of the primary benefits of using Air/Vacuum Tabletop Style Conveyors is the reduction of physical contact with the products, which minimizes the risk of contamination and damage. This is particularly crucial in industries where hygiene and product integrity are paramount. Additionally, these systems are known for their efficiency in moving products between different stages of the manufacturing and packaging process, which can lead to significant improvements in production speed and reduction in labor costs.
Furthermore, the adaptability of these conveyors to various operational scales and their ability to handle a wide range of product types and sizes contribute to their utility in a diverse array of manufacturing environments. The precision with which they operate also allows for better quality control and less waste, which are important factors for any business looking to optimize its operations.
For those interested in exploring various suppliers and manufacturers of Air/Vacuum Tabletop Style Conveyors, the PMMI's ProSource directory offers a comprehensive listing of companies that provide these systems. This directory is a valuable resource for comparing different offerings and finding the right equipment to meet specific operational needs.