Screw Conveyors
(22 companies)Specialty conveyors often used in processing applications that feature a rotating helical screw blade to move bulk materials or products along a defined path within a casing or trough. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
Video-Enhanced Listing


 See us at N-6106
See us at N-6106
NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in-

ABM Equipment
ABM Equipment designs, builds, and integrates all types of conveyance systems from belt and screw to tubular drag and pneumatics.
You are currently not logged in -
 See us at S-1634
See us at S-1634BellatRx Inc.
BellatRx manufactures raised bed sanitary design conveyors for easy cleaning and for avoiding entrapment areas. Conveyors feature oversized drive motors to ensure proper handling of heavy containers. Available in straight and flex versions for curved configurations. Design lines with 90-degree turns using curved sections or corner turntables for sharp turns. Automatic and manual set point guide rail setup is available to minimize changeover time.
You are currently not logged in -
 See us at N-6179
See us at N-6179Bratney
Bratney supplies belt conveyors, vibratory conveyors, chain conveyors, screw conveyors and other conveyor systems. Bucket elevators are a durable, safe, and low-energy solution for vertical transportation of dry bulk materials such as grain, pellets, and seeds. This machine is highly resistant to wear and can be used in indoor or outdoor applications. There are various models available to suit material types and required capacity.
You are currently not logged in
-
 See us at LU-7321
See us at LU-7321Coastal Manufacturing
Boost efficiency with Coastal Manufacturing’s custom stainless steel sanitary conveyors, engineered for food-safe processing and packaging. Coastal Manufacturing's stainless steel solutions are FSMA & USDA/FDA compliant, designed for durability, and feature easy cleaning and seamless integration into any production line.
You are currently not logged in -

Conveyor & Automation Technologies, Inc.
Conveyor & Automation Technologies, Inc. designs and manufactures custom conveyor systems for food and beverage, warehouse, and material handling, for a range of operation environments and applications, including case conveying. Their conveyor portfolio includes in-line and bi-directional accumulation systems, case conveyors, and integrated material handling lines designed to work with sorting, palletizing, and control systems. Case conveyor options include plastic mat-top conveyors, zoned zero-pressure and reduced-pressure accumulation, brake and meter belts, dual-belt case turners, and motor-driven roller conveyors, supporting controlled product flow, accumulation, and orientation within automated production lines.
You are currently not logged in -

Dillin Automation Systems Corp.
Dillin Automation Systems supplies a range of conveyors handling numerous applications, including drag chain, belt-driven conveyors, mat top, slider bed belt, table top and roller conveyors. Featured conveyors include the Air Deck, which conveys and accumulates everything from candy, caps and cartons to pouches, bags and bottles with a 400 fpm throughput. Other conveyors include Soft-Touch, with a roller bearing design that allows low back pressure handling for a variety of products: cups, totes, slug, cartons and more. Conveyors can be supplied as standalone or integrated as a complete, customized system.
You are currently not logged in -

Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in
-
 See us at S-3000
See us at S-3000FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in -
 See us at N-5143
See us at N-5143Hoosier Feeder
Hoosier Feeder Company offers a full line of conveyors to fit the application from robust and durable conveyors for heavy parts or light, flexible conveyance for high-speed applications. Platforms include belt, modular chain, wash-down food grade, and chain conveyors.
You are currently not logged in -
 See us at N-5925
See us at N-5925Layton Systems
Layton Systems has worked with manufacturers and processors for over 40 years. Conveyor product line includes horizontal motion and vibratory conveyors. Layton’s bucket elevators are used for transporting product to processing systems. Bucket elevators feature an all stainless steel construction with polypropylene FDA roll-over buckets, stainless steel chain with Delrin rollers, nickel plated sprockets and in-line or right angle gear drive. System comes in 9-, 12-, 15-, 18- and 24-in. widths.
You are currently not logged in -
 See us at S-4314
See us at S-4314Liquid Packaging Solutions, Inc.
Liquid Packaging Solutions manufactures conveyors for bottle transfer, loading, laning, accumulating and more. Conveyor line height, width, material and other construction components will be matched to the project at hand.
You are currently not logged in
-

MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles.
You are currently not logged in -
 See us at S-3400
See us at S-3400Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in -
%20-%20Conveyors.jpg?ixlib=js-3.5.1&auto=format%2Ccompress&q=70&w=284&h=213&fit=crop) See us at N-4927
See us at N-4927National Bulk Equipment, Inc.
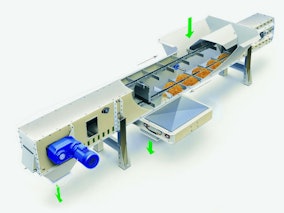
National Bulk Equipment (NBE) supplies conveying systems for the effective transfer, handling, and infeed of dry bulk materials including flexible screw conveyors as well infeed conveyors used in palletized bag emptying applications. NBE flexible screw conveyor systems are engineered, constructed, and applied based on the specific performance requirements of each application, such as: conveying rate, angle, distance, material flow characteristics, upstream and downstream equipment integration, and automation. Flexible screw conveyors handle a wide range of applications in processing and packaging operations for free-flowing and semi-free flowing products (powders, grains, salt, grains, rice, plastic regrind). NBE’s system for automated emptying of palletized bags eliminates the manual opening and emptying of palletized multiwall bags during processing, reducing risk of injury to operators.
You are currently not logged in Video-Enhanced Listing
See us at N-6106NCC Automated Systems
Glide-Line by NCC Automated Systems offers a comprehensive range of conveyors developed for product and package handling as well as automation integrators. From precision timing-belt transport to heavy-duty roller-chain pallets and multi-axis motion cells, the conveyors are engineered to adapt to virtually any layout challenge. Offerings include precision timing-belt conveyors in single-, dual-, and multi-strand configurations; heavy-duty roller chain conveyors for large workpieces; and the modular Glide-Line 360 system for flexible movement, sorting, and elevation. Additional options include FlexMove conveyors for multi-level transport and zero-contact zoned conveyors and vertical transport units for damage-free handling. These modular, configurable solutions enable efficient material flow, reduced downtime, and reliable performance across a variety of automation layouts.
You are currently not logged in
-
 See us at S-3305
See us at S-3305Precision Automation Company, Inc.
Precision Automation Company integrate conveyors from suppliers including Hilmot LLC, Roach Conveyors, TGW Conveyor Systems, Span Tech Conveyors and Daifuku Wynright. Range of conveyors are designed for a wide variety of products: cases, bottles, cans, pallets, drums, containers and more. Areas of expertise include sanitary food and beverage handling, conveyor systems for shipping applications, carton and case handling, and individual product conveying for food, beverage, pharmaceutical and consumer products. The process starts with the investigation and understanding of the customer’s needs. Precision Automation manages the entire conveyance project with thorough analysis, all the way through installation and training.
You are currently not logged in -

Project Services Group Inc.
PSG manufactures sanitary conveyor systems and equipment designed to meet USDA and FDA standards. PSG provides turnkey design services to ensure processing and packaging requirements are achieved while maintaining consistent product quality, easy cleaning, and reliable operation. With a broad and diversified line of sanitary conveyors, including tabletop conveyors, modular polypropylene or nylon belt conveyors, sanitary PVC-coated and urethane belt conveyors, and stainless steel belt conveyors, PSG conveyors support applications including material handling, cooling, drying and proofing, accumulation and surge, as well as case handling and case turning.
You are currently not logged in -
 See us at LU-7411
See us at LU-7411Rexfab
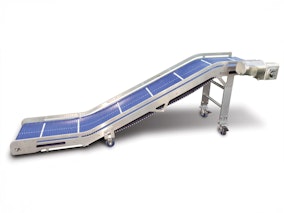
Rexfab offers conveyor solutions for the entire production line. Rexfab can help automate high-volume production lines in the baking and food industries. Conveyor solutions are designed to meet all production and sanitary requirements. They feature stainless-steel construction for resilience and ease of cleaning, and modular plastic belting with a variable AC gear motor for optimal performance.
You are currently not logged in -
 See us at S-3920
See us at S-3920Ryson International Inc.
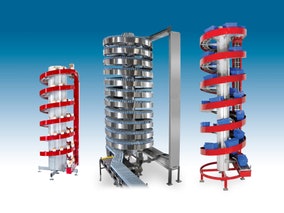
Ryson supplies vertical spiral conveyors, which need less floor space than conventional conveyors and are also faster and more reliable than any elevator or lift. Central to their design is Ryson’s proprietary slat-style belts designed with rolling friction without any sliding movements or wear strips. This facilitates a small footprint, high speed, low noise, low maintenance and a long life. Ryson Spirals are available in powder coated carbon steel, stainless steel, hybrid and freezer versions.
You are currently not logged in
-
 See us at S-4117
See us at S-4117Syntron Material Handling, LLC
Syntron Material Handling (SMH) provides bulk material handling solutions in a variety of markets including chemicals, packaging and food. The equipment line includes Link-Belt conveyor idlers, underground mining and terminal equipment, screw conveyors, bucket elevators; and Syntron vibrating feeders, screens, bin vibrators, belt conveyor idlers, bucket conveyors, screw conveyors and more. SMH also designs and manufactures engineered products and systems for customer-specific applications.
You are currently not logged in -

Tessera Group Inc.
George A. Wright, a Tessera Group company, specializes in the design, manufacture and integration of customized specialty stainless steel conveyor systems, secondary product handling conveyors, CDLR roller conveyors, and 24 V DC roller conveyor systems.
You are currently not logged in -
 See us at N-6106
See us at N-6106WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »