Process Inspection Equipment
(15 companies)Testing and analytical equipment used specifically for food, beverage and other processing operations for product (as opposed to package) quality and safety. Looking for tips and best practices on inspection and testing equipment? Explore related articles now.
Process Inspection Equipment Companies
-

 See us at S-3383
See us at S-3383
A&D Inspection
For companies in the food and beverage industry, achieving 100% product inspection is critical to safety and brand protection. With touchpoints from receiving through quality assurance to manufacturing, plus inspecting or reworking finished goods prior to shipment, the earlier in the process an issue is detected, the less expensive it is to correct. Automated checkweighers for processing and inline metal detectors, such as the DeteX series, help ensure quality and manage the risk of metal contamination of processed product.
You are currently not logged in -
 See us at LU-7710
See us at LU-7710Advanced Detection Systems
Advanced Detection Systems specializes in metal detectors for the food processing and packaging industries. Featured metal detectors include the ProScan Max® III, offering optimum sensitivity in wet, dry and conductive products. Rated IP69K for sealing of the electronics and extreme wash down conditions, ProScan series is designed to withstand high pressure wash down environments. System prevents water from getting into the coil, which is encapsulated with waterproof material. Stainless steel housing is embedded into PVC at a 90° angle – unlike other detectors where water can seep through a vertical seam, resulting in costly repairs.
You are currently not logged in -
 See us at S-4051
See us at S-4051
and more.Antares Vision Group
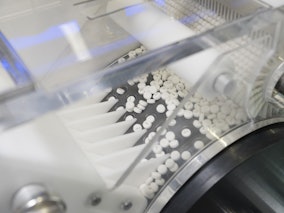
Antares Vision offers a wide range of innovative visual inspection systems to detect defects on high speed, automatic pharmaceutical processing lines. Process inspection equipment includes the Antares Vision Tablets and Capsules Inspector, an automatic standalone machine designed to inspect pharmaceutical products at a high throughput with resolution up to 50 μm. Inspects for size discrepancies, shape defects, dots, dirt, cracks, color differences, embossing, coating imperfections, chipped products and much more.
You are currently not logged in -
 See us at S-2958
See us at S-2958Bizerba USA, Inc.
For inline metal detection during processing, Bizerba USA offers the VARICON+ Metal Detector, designed for quick and reliable detection of all ferrous and non-ferrous metals in packaged and unpackaged piece goods. The compact metal detection system offers safe performance and highest detection sensitivity. With its robust stainless steel conveyor belt construction the VARICON+ inspects piece goods of up to 50 kg. A very short metal-free zone (MZ) ensures interference-resistant, reliable inline metal detection. To suit the area of installation the system is available with a modular belt (wet area) or a flat belt (dry area). The conveyor belts are available with variable belt widths. The motor controller is fitted either with a conveyor stop in case of metal detection or an application-specific rejection system. For easy and thorough cleaning the VARICON+ series has a hygienic design.
You are currently not logged in
-
 See us at S-2766
See us at S-2766Bunting Magnetics
The quickTRON™ 07 from Bunting Magnetics is a highly hygienic metal detector for inspection of material in gravity free-fall applications. It offers fully automatic detection and rejection of metallic contaminants from the product stream without process interruption.
You are currently not logged in -
 See us at S-4026
See us at S-4026Dabrico, Inc.
The DIH-15 Manual Inspection Hood was designed to aid in the visual inspection of vials, ampoules and syringes. This machine utilizes an LED overhead light, magnification lens (optional) as well as a white and black background to aid the operator in determining product defects. The unit also has an optional IV bag upgrade available. This inspection system is designed for small batch scenarios or to check random samples in a production lot.
You are currently not logged in -
 See us at LU-7303
See us at LU-7303Eagle Product Inspection
Eagle’s inline food x-ray inspection systems are designed for the detection and removal of foreign contaminants including glass shards (even in glass bottles and jars), metal (including metalized film packaging), mineral stone, some plastic and rubber compounds and calcified bone for a broad range of industries. Applications include calcified bone and foreign body detection for poultry and contaminants and fat analysis for red meat processing. Technologically-advanced food x-ray inspection equipment increases production productivity and saves manufacturing costs by simultaneously performing the following quality checks in just one pass, including fill level inspection, mass measurement, seal inspection and component counts. Featured machines include the Pack 400 HC detector, with PXT™ detector technology capable of detecting contaminants and bone fragments that would otherwise go unseen to the naked eye.
You are currently not logged in -
 See us at S-1752
See us at S-1752Fortress Technology Inc.
Metal detection systems from Fortress Technology are custom designed to suit any application and have high sensitivity levels for detecting the smallest ferrous, non-ferrous, and stainless-steel contaminants. Raptor Checkweighers satisfy net weighing regulations and reduce costly product waste to ensure high quality products.
You are currently not logged in
-
 See us at S-2691
See us at S-2691Houdijk North America, Inc.
The Vision Selector from Royal Houdijk is a high-speed, inline system designed for individual product inspection and rejection, ensuring only products that meet strict quality standards proceed downstream. Using a proprietary 3D color vision system, it evaluates each item for shape, size, height, position, and color, with defective products automatically removed through precise, unit-level rejection. The system’s inspection and rejection capabilities are guided by proprietary design and execution, offering unmatched accuracy and reliability. It can be tailored with optional inspection tools for surface defects, color anomalies, or positioning issues. The Vision Selector not only safeguards downstream machinery but also provides valuable defect data that can be integrated with MES systems for real-time insights, supporting continuous improvement and enhanced line efficiency in high-throughput environments.
You are currently not logged in -
 See us at LU-7118
See us at LU-7118JBT Marel Corporation
JBT offers processing inspection equipment including the XVision CCPX-Clean 2208 ground meat X-ray inspection system, designed for simplified contaminant detection of bulk flow ground meat and poultry directly off the grind head. JBT XVision systems are designed to be easy to maintain and operate and the plug-and-play source, processor and control modules reduce cost of ownership and provide users with more uptime.
You are currently not logged in -
 See us at LU-7735
See us at LU-7735MoistTech Corp
Too much or too little moisture are both a concern for snack food manufacturers as some food items are actually sold by weight. MoistTech offers moisture management systems including multiple sensor options for snack food to suit specific application needs including the standard IR3000 series and IR-3000-F series that is Nickel Plated to specifically allow for food environments where frequent wash downs occur and protects against corrosion and abrasion. The food grade sensor includes a Kel-F window in place of our standard glass.
You are currently not logged in -

Pattyn, A Duravant Company
The ArgoCheck from Pattyn Bakery Division is a quality control system that performs quality inspections for bakery and puff-pastry products. Easy to use and highly flexible, the machine checks all types of product and sorts the bad products among the good ones. System uses industrial vision in order to ensure that the packed products correspond to set specifications and rejects contaminated or non-compliant products. It performs various dimensional checks (i.e., length, width, height) but also aspect controls (scoring, baking level and more.) System offers flexibility, three levels of rejection, reliability and consistency thanks to the 3D scanning technology. Includes a metal detection and downgraded operation options.
You are currently not logged in
-
 See us at S-3674
See us at S-3674Rychiger
Rychiger Canada can integrate process vision inspection systems into its robotic cells, assembly machines and process automation, or engineer them as dedicated, standalone solutions. Rychiger Canada partners with major vision camera brands including Keyence, Cognex, Omron in developing these systems. Rychiger Canada also employs its own in-house vision inspection experts to find the right solution to meet the application needs of the customer.
You are currently not logged in -
%20-%20Process%20Inspection%20Equipment.jpg?ixlib=js-3.5.1&auto=format%2Ccompress&q=70&w=284&h=213&fit=crop) See us at LU-7318
See us at LU-7318TOMRA Food
Tomra designs and builds optical systems used in grading and sorting for food safety, quality on food processing lines. Optical grading can detect defects, presence of foreign objects, discoloration in product and for other parameters based on the application of the processor. Spectrim combines key elements within hardware, software and operational optimization to offer an advanced optical sorting platform designed to remove the challenges of sorting produce, adding value to packed crops and reducing complexity of operation, all with increased operation efficiency. Inspectra² system is designed as a safe, non-invasive, near-infrared (NIR) technology used for testing the internal properties of produce including avocado, kiwi, and citrus.
You are currently not logged in -
 See us at W-20044
See us at W-20044VMek Sorting Technology
The Metrix Analytic Lab Color Sorter from VMek Sorting Technology is a small, full-color optical sorter and product analyzer in one machine. Designed for grain, seed and corn applications, it features VMek’s On-Axis Viewing technology that enables exact imaging from both sides of the product with no lost features. The low-profile design allows for a compact machine footprint and efficient product ejections. In addition, the viewer uses the latest in LED technology for superior image quality and repeatability. The lighting is designed to maximize product features and minimize glare.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »