Pumps, Valves, Fittings & Piping
(30 companies)Food grade machines that use pressure to move or remove liquids during food and beverage processing, such as diaphragm, peristaltic and vacuum pumps.
-

 See us at LU-7349
See us at LU-7349
Admix, Inc.
Admix supplies the processing industry with in-tank batch mixing systems to mix, disperse and emulsify. Featured in the Admix product line is the Rotosolver in-tank designed to wet and disperse powder fast and effectively. The RotoMAXX II is a low-shear, high-torque, right angle agitator with all stainless steel construction, low speeds, and large capacity features. Admix also makes powder induction systems, blenders, wet mills, mayonnaise processing equipment and many other mixing and blending systems.
You are currently not logged in -
 See us at LU-7300
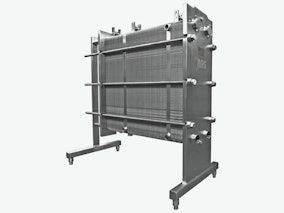
See us at LU-7300AGC Heat Transfer Inc.
AGC offers a diverse range of stainless steel clad heat exchangers with tie-bolt frames, self-actuated pumps, and shutter nozzles for sanitary processing applications like dairy, food, and beverage. Highlighted in the product line is AGC’s steel clad line of heat exchangers with tie-bolt frames known for their reliability in sanitary processing applications like dairy, food, and beverage. These units boast superior strength, a higher pressure rating, and a robust frame construction, such as polished tube steel for end support. Additionally, AGC offers the XP range of frames with a lower pressure rating, perfect for heater/cooler applications and utilities.
You are currently not logged in -
 See us at LU-7820
See us at LU-7820Alfa Laval, Inc.
Alfa Laval is a leading global supplier of heat exchangers, fluid handling equipment, boilers and tanks, separators and decanters, and other processing machines used in the food, beverage, dairy, fats and oils, proteins, beer, agricultural, home care and personal care industries. Heat exchangers include plate heat, air-cooled systems, scraped surface exchangers, and tubular models. Fluid handling equipment includes pumps, tubes, fittings, and numerous types of valves. Other related processing equipment featured in Alfa Laval’s vast online product catalog includes refrigerated solutions, evaporators, steam boilers, filters and filtration systems, specialized equipment for brewers, and much more.
You are currently not logged in - See us at LU-7027
Alkon Corporation
Allenair, an Alkon Corporation brand, delivers pneumatic fittings, valves, and cylinders that support reliable automation in food processing operations. Its hygienic solutions, including the all-stainless Valve-in-Head® cylinder, are designed for washdown and clean-in-place environments, helping reduce installation complexity, minimize failure points, and improve high-speed actuation performance. Backed by Alkon Corporation’s broader portfolio of pneumatic and hydraulic products (cylinders, pumps, and lift jacks), as well as authorized distribution partnerships, Allenair provides flexible, application-focused solutions and technical expertise to help manufacturers improve efficiency and uptime.
You are currently not logged in
-
 See us at LU-8109
See us at LU-8109AMF Bakery Systems
AMF Bakery Systems offers a range of sanitary, reliable food processing solutions including horizontal batch mixers, fermentation rooms, and dough or trough handling equipment, sheeting, laminating, depositing, product moulding, decorating or topping technologies and panning solutions for any range of baked good products, as well as a complete line of proofers, ovens, coolers, and freezers. AMF's seamlessly integrated system solutions increase efficiency and throughput, improve product quality and consistency, as well as reducing labor and operating costs for maximum profitability.
You are currently not logged in -
 See us at LU-7621
See us at LU-7621Blentech
Blentech Corporation designs and manufactures food processing equipment for cooking, mixing, and cooling applications across various industries. Their product lineup includes systems such as BlenTherm, VersaTherm, and SteamTherm, which are designed to enhance production efficiency and maintain product consistency. Blentech’s equipment is used for a range of applications, including plant-based and processed cheeses, ready meals, marinated meats, and pet food. The company integrates automation and control systems to improve production capacity while managing operational costs and energy consumption. With a focus on engineering solutions for diverse food processing needs, Blentech provides equipment that supports consistent performance and efficiency in large-scale manufacturing environments.
You are currently not logged in -
 See us at LU-7935
See us at LU-7935Burkert Fluid Control Systems
Bürkert is one of the world's leading manufacturers of measurement and control systems for liquids and gases. Fluid control systems used in processing include solenoid valves, process and control valves, as well as microfluidic valves and pumps used in food and beverage, pharmaceutical, drinking water treatment, dairy applications and much more. Typical applications include measuring and controlling flow, level, pressure, dosing, analysis, filtration, temperature, mixing, process automation.
You are currently not logged in - See us at S-4029
Busch Vacuum Solutions
Busch Vacuum Solutions is a leading manufacturer of vacuum pumps, blowers and compressors used in packaging food, sterilizing medical equipment, and thousands of other applications. Busch Vacuum Solutions system engineers can design the perfect vacuum solution to meet the specific requirements of clients, backed by services like set-up or maintenance. Featured products include the R5 oil-lubricated rotary vane vacuum pump used in food packaging, designed for robustness and reliability. Maintenance is easily carried out by the operator: apart from changing oil and filters at regular service intervals, no further maintenance is required.
You are currently not logged in
-

Bykowski Equipment Company
Bykowski Equipment Company distributes liquid processing and handling equipment including homogenizers, tanks and vessels, as well as components, pumps, valves, gaskets, fittings and piping from manufacturers including APV, Feldmeier and Newman Gaskets.
You are currently not logged in -
 See us at S-1758
See us at S-1758Capmatic Ltd.
Capmatic engineers, designs and manufactures custom pistons, valves, nozzles and assemblies for liquid processing applications. Capmatic offers an extensive variety of material combinations depending on the application, product and function. Special acetal and polyvinyl assemblies are available to complement Capmatic’s extensive range of cartridge and seal configurations, which can include materials such as PTFE or UHMW combined with Viton, Silicone, EPDM and others.
You are currently not logged in -

Central States Industrial-CSI
Central States Industrial supplies a range of products for hygienic liquid processing applications. Liquid processing equipment includes pumps, valves, heat exchangers, industrial wet and dry blenders, heat transfer equipment, mainstream filters and strainers as well as process skids. Featured systems include streamline inline filters and strainers from Alfa Laval used for homogenizers, meters, spray nozzles, needle valves, and pumps that can be fitted with any one of seven filtering media. The ZP Series from the Ampco brand is its newest line of rotary piston positive displacement pumps, offering a 304 stainless steel gear case on every pump, which eliminates rusting, chipping and peeling. Alfa Laval's M Series of plate heat exchangers is designed as an efficient solution for general heating and cooling duties in hygienic applications in dairy, food, beverage, and other hygienic applications.
You are currently not logged in -
 See us at N-5449
See us at N-5449Emerson Discrete Automation Group
ASCO’s broad offerings in fluid control solutions are used in hundreds of process, industrial, analytical and medical applications. Its catalog of over 50,000 precisely engineered valves includes valve piloting solutions that help global brands ensure high precision fills and reduce costly waste while improving speed and accuracy on their packaging line. Featured valves include the ASCO Series 290, a pressure-operated, direct acting angle-body piston valve built for demanding applications. Its straight-through body design is available in bronze or stainless steel. The valve is suitable for general service applications (air, inert gas, water, oil), plus steam, hot water, and auxiliary fluids. A large range of options, certifications and valve characteristics is available.
You are currently not logged in
-

Enfield Technologies
Enfield Technologies supplies pinch valves, 2/2 proportional valves, including solenoid valves, and servo proportional valves used for controlling pressure, position and flow on processing machines. Highlighted products include the EQV series of proportional pinch valves that control the flow rate of a liquid or gas passing through a tube by squeezing from the outside, providing complete media isolation. Designed for control of hygienic, high-purity, sanitary, and corrosive liquids and gases, the pinch valve uses a high-force stepper motor actuating in both directions to squeeze and relax the tubing, providing repeatable, consistent flow required for pharmaceutical, bio-tech, and food and dairy applications. Enfield’s product line also includes motorized needle valves, 5/3 proportional directional valves, cylinder positioning systems, electronic pressure regulators, and related accessories, such as cables, sensors, power supplies, manifolds, fitting/signal sources and more.
You are currently not logged in -
 See us at N-4939
See us at N-4939Frain Industries
Frain Industries is a supplier of a broad range of food processing equipment including depositors, sheeters, slicers, rounders, and ovens for bakery applications; chocolate melters, enrobers, tempering machines and depositors for confectionary; cooling equipment; cutting, shredding and milling machinery; raw meat processing equipment; industrial mixers and pumps and much more.
You are currently not logged in -
 See us at S-3668
See us at S-3668GEA
GEA supplies a wide array of dairy and liquid processing equipment including evaporation systems, homogenizers, centrifuges and separators, distillation systems, pumps and valves as well as heat exchangers, pasteurizers and deaeration systems. Featured liquid processing systems include the NiSoCLEAN 2.0 compression block for high pressure homogenizers and pumps, specifically conceived for the highest hygienic design in homogenization. GEA offers both mechanical vapor recompression (MVR), and thermal vapor recompression dairy evaporators. In addition, GEA offers numerous other industrial liquid processing systems, such as fermentation systems such as fermentation systems used in the bio-industry and the pharmaceutical industry, as well as the beverage and food industries.
You are currently not logged in -
 See us at LU-7818
See us at LU-7818Graco, Inc.
Graco delivers a full range of sanitary pumping technologies designed to keep food and beverage production running safely, efficiently, and hygienically. Engineered for reliability and easy cleaning, Graco's systems handle everything from delicate ingredients to high-viscosity materials while ensuring product quality and process integrity. Graco's portfolio includes sanitary piston pumps, air-operated diaphragm pumps, peristaltic pumps, and electric drum pumps—alongside QUANTM™, an electric diaphragm pump that sets a new standard in energy efficiency. QUANTM™ reduces power use by up to 80% while delivering precise, quiet, and hygienic performance for food and beverage applications.
You are currently not logged in
-
 See us at LU-7118
See us at LU-7118JBT Marel Corporation
JBT offers a wide variety of equipment used in liquid processing applications of all varieties. Machines include pasteurizers, Sterideal® Ohmic Heat Exchangers, evaporators, concentrators, storage tanks, pressure vessels, centrifugal hot oil filters, vacuum pumps and related equipment.
You are currently not logged in -
 See us at S-2536
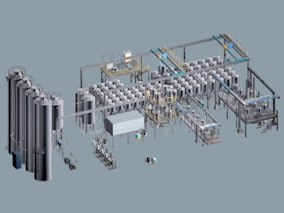
See us at S-2536KRONES
With combined experience spanning over 165 years, Krones Process Group North America comprises North American subsidiaries Javlyn Process Systems, W.M. Sprinkman Corp, and Trans-Market to leverage combined resources and knowledge to better support customers. Liquid processing equipment includes a wide range of offerings such as CombiCube F compact filtration system, Steinecker fermentation tanks, VarioStore tank system for aseptic systems, heat exchanger systems and more.
You are currently not logged in - See us at LU-7649
Lee Industries, Inc.
Specialists in the design and manufacturing of stainless steel and alloy process equipment for the food and beverage, pharmaceutical and biotech, personal care, cosmetic and cosmeceutical, animal food and health, and the industrial and chemical industries, Lee Industries, Inc. supplies equipment including kettles, tanks, and agitators, and fluid transfer systems such as sanitary valves. Highlighted products include durable and versatile commercial mixers, ranging from inclination models, to multi-mix batch mixers, to the Tri-Mix™ Turbo-Shear™ high-shear mixing system. Tanks are made to the strictest industry standards and will meet or exceed client certification requirements, and can be customized with covers for pressure or vacuum applications or a jacket for heating or cooling. Lee also supplies kettle equipment for mixing smaller batches, cooker/coolers and much more. View the Lee Industries processing equipment product line at the link below.
You are currently not logged in -
 See us at LU-7252
See us at LU-7252Membrane Process & Controls
Membrane Process & Controls has decades of experience designing, fabricating, automating and installing engineered-to-order stainless steel process equipment solutions for the food and beverage industry. Specializing in liquid process equipment, MP&C offers a full range of solutions including tanks, ASME pressure vessels, skids, membrane filtration systems, process piping, as well as controls and automation. MP&C also offers other products, ranging from individual fabricated components to installed, turn-key complete process solutions.
You are currently not logged in
-
 See us at N-5125
See us at N-5125Murzan, Inc.
Murzan sanitary pumps can handle liquids of various viscosities ranging from distilled spirits and wine to sodas, fruit spirits, dairy and fruit juice concentrate. Models include the Murzan SC (Small Chamber) pump delivers the unmatched performance of the Murzan diaphragm pump in a compact size. The SC is powerful enough to pump high viscosity products without any compromise for its size. As with all Murzan sanitary products, the SC is easy to disassemble, inspect and clean.
You are currently not logged in -
 See us at LU-7708
See us at LU-7708MXD Process
Get mixing with a custom and integrated process system designed for your unique food and beverage process needs. From laboratory volumes to full production scale, automate your most challenging recipes and scale production effortlessly with a custom process skid system.
You are currently not logged in -
 See us at LU-7738
See us at LU-7738Netzsch Pumps USA
NETZSCH supplies pumps to the food and pharmaceutical industries, offering pump solutions that comply with FDA, 3-A, and EHEDG standards. As a global market leader in progressing cavity, rotary lobe, multiple screw, and peristaltic pumps—as well as grinders, macerators, and metering equipment—NETZSCH provides solutions for complex fluid handling applications.
You are currently not logged in -

Project Services Group Inc.
PSG specializes in process line development for new, expanded, and retrofit plant projects, supporting customers from concept development and budgeting through detailed design, equipment specification, and project execution. With experience in conveying, cleaning, mixing, cooking, cooling, and seasoning applications, PSG helps manufacturers achieve product quality and production goals across a wide range of industries, including beverages, baked and fried products, snack foods, candy, dairy, fruits and vegetables, meats, nuts, and cereals.
You are currently not logged in
- See us at S-2888
SIGMA Equipment, Inc.
SIGMA Equipment offers a diverse selection of used processing equipment suitable for industries such as food, beverage, and pharmaceuticals. Their inventory includes mixers, blenders, slicers, grinders, and other machinery designed to handle a wide range of products, from liquids and powders to solids and semi-solids. These machines support various production scales and are ideal for enhancing efficiency in manufacturing processes. Browse the full range of processing equipment at SIGMA's website, linked below.
You are currently not logged in - See us at S-3582
SMC Corporation of America
SMC Corporation of America makes ingredient supply systems, and liquid processing components as well as heat, drying, and cooling equipment used in today’s food and beverage processing applications. Ingredient supply systems include valves, liquid dispensing pumps, process pumps, pneumatic pistons, pneumatic positioners, cylinders, position valves, as well as direct air and solenoid operated process valves. Heating, drying, and cooling accessories include digital water flow sensors, air dryers, membrane air dryers, steam valves and more.
You are currently not logged in -
 See us at LU-7937
See us at LU-7937Unibloc Hygienic Technologies
Unibloc designs positive displacement pumps, strainers and valves, as well as related equipment (sight glasses, bubble traps and oil coolers) for food and beverage, bakery, dairy, and meat and poultry processing applications. Sanitary pump solutions include stainless steel positive displacement pumps, drum pumps for transferring ingredients from drums and intermediate bulk containers (IBCs), batch control systems for ingredients, double diaphragm pumps for liquid transfer, in addition to strainers, valves, and related pump accessories.
You are currently not logged in -
 See us at W-26078
See us at W-26078UNICONTROLS AMERICA, INC.
UniControls’ Hibar Pump line offers high‑precision metering solutions for industrial processing applications, delivering consistent volumetric control from 0.02 cc up to approximately 2,000 cc and managing liquid viscosities from 1 cps to 50,000 cps. These pumps feature ±0.5 % dispensing accuracy, modular wetted and drive‑block construction for quick maintenance, drip‑prevention shut‑nozzle options for stringy fluids, and drive systems including pneumatic, motor‑driven, and servo motors suited for explosion‑proof or wash‑down environments. They are used across food, cosmetics, pharmaceutical, chemical, and battery industries for applications such as dosing, filling, and precision dispensing.
You are currently not logged in
-
 See us at LU-7628
See us at LU-7628VNE Corporation
VNE Stainless's MaxPure line offers ASME BPE-certified stainless steel fittings specifically designed for high-purity processing applications in the pharmaceutical, biotechnology, and life sciences industries. Manufactured from 316L stainless steel with controlled sulfur content, MaxPure fittings undergo a rigorous multi-step cleaning process—including degreasing, washing, and passivation with deionized water—to ensure maximum cleanability and surface integrity. Each fitting is fully traceable, marked with a unique job number, and accompanied by comprehensive documentation, including Material Test Reports accessible online. MaxPure fittings are meticulously inspected to meet or exceed ASME BPE standards, providing reliable performance in critical processing environments
You are currently not logged in -
 See us at LL-9605
See us at LL-9605Zeppelin Systems, USA
Zeppelin has extensive experience in the construction of modern systems within the food technology sector. Customers from the food industry seek Zeppelin for its know-how in all areas of handling raw materials: the receipt, storage, discharging, conveying, processing, metering, mixing and controlling of raw materials. Processing product line includes mixers, processing components, silos, air conveyors, weighing and dosing systems for batch processing, discharging systems for starches and their derivatives and related equipment for industries including starches and proteins, bakery, confectionery, pasta, malthouses, breweries and pet food.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »
Related Food & Beverage Processing Equipment searches
- Coating, Enrobing, Seasoning & Decorating Machines
- Depositors
- Forming & Extruding Equipment
- Milling & Grinding Equipment
- Raw Material Preparation Equipment
- High Pressure Processing (HPP)
- Ovens, Dryers & Fryers
- Fermenters & Reactors
- Chillers, Freezers & Cooling Equipment
- Mixing & Blending Equipment
- Injectors & Vacuum Stuffers
- Slicing, Dicing, Cutting & Shredding Equipment
- Retort & Sterilization
- Centrifuges & Separators
- Robotic Processing Equipment
- Spray Dryers & Agglomerators
- Food & Beverage Accessories & Components
- Evaporators & Distillation Equipment
- Heat Exchangers
- Homogenizers
- Tanks, Vessels, Kettles & Silos
- Filtration Equipment
- Liquid Processing Components