Vibratory Conveyor
(37 companies)Conveying systems that use vibration to move light parts, pieces and powders horizontally through a production line. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.

 See us at W-3156
See us at W-3156
Accutek Packaging Equipment Co., Inc.
Accutek specializes in manufacturing customizable conveyor systems, available in both open top and closed top sanitary designs. Accutek conveyors can be tailored to fit any desired length or width, providing flexibility to meet specific requirements. Each conveyor is constructed using robust stainless steel materials, ensuring durability and longevity. Additionally, Accutek conveyors feature height adjustable stands and variable speed drives, allowing for precise control. Whether the customer needs an open top or closed top sanitary design, Accutek offers a wide range of lengths and widths to accommodate diverse needs.
You are currently not logged in
APS Packaging and Automation
APS Packaging & Automation designs and manufactures a wide range of conveyors for any kind of package. APS Packaging & Automation's product line includes conveyors featuring stainless steel frameworks, guide rails with a low friction coefficient and sensors that detect the presence of containers. The company can also optimize the flow of the containers to obtain a optimum feed to other packaging machines in the line.
You are currently not logged in See us at W-4000
See us at W-4000Batching Systems, Inc.
Batching Systems manufactures heavy-duty tabletop, infeed, discharge, and flighted conveyors. Bulk product pre-feeders provide easy ergonomic hydraulic drop and lift load height, gentle non-abrasive product handling, effective disentangling and uniform product flow. System includes a vibratory pre-feeder, precision product metering and storage hopper all in one. Heavy-duty construction and gentle product handling. Easy filling, effective disentangling and uniform discharging of products like long screws and other hardware items. The Sure Feed Hopper Lift consists of a vibratory feeder mounted above counting, weighing or processing equipment, on a stand that is designed to allow the feeder to drop back and down to an ergonomic load height. The operator uses the hand control to bring the feeder down to load position while the counter, scale or processor continues to run, resulting in zero down time for product re-fill. Once product is filled, the operator returns the hopper to feed height to resume product delivery.
You are currently not logged in See us at W-3168
See us at W-3168BellatRx Inc.
BellatRx manufactures raised bed sanitary design conveyors for easy cleaning and for avoiding entrapment areas. Conveyors feature oversized drive motors to ensure proper handling of heavy containers. Available in straight and flex versions for curved configurations. Design lines with 90-degree turns using curved sections or corner turntables for sharp turns. Automatic and manual set point guide rail setup is available to minimize changeover time.
You are currently not logged in See us at W-1528
See us at W-1528Benchmark
Benchmark manufactures infeed systems for cartoning applications as well as belt conveyors, mat conveyors, vibratory conveyors and other systems used in food product conveying. Benchmark’s partnership with Intralox allows for utilization of ARB Series 400 belting. This series belt is constructed with 30-degree rollers that when activated move product laterally across the belt while the belt is moving. ARB belting operates by transporting product on angled rollers that rotate independent of the belt.
You are currently not logged in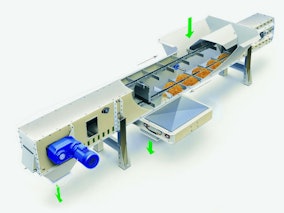 See us at N-7450
See us at N-7450Bratney
Bratney supplies belt conveyors, vibratory conveyors, chain conveyors, screw conveyors and other conveyor systems. Bucket elevators are a durable, safe, and low-energy solution for vertical transportation of dry bulk materials such as grain, pellets, and seeds. This machine is highly resistant to wear and can be used in indoor or outdoor applications. There are various models available to suit material types and required capacity.
You are currently not logged in See us at W-3952
See us at W-3952CAM Packaging Systems
CAM Packaging Systems offers horizontal, vertical, incline and bucket conveyors. CAN also builds custom conveyors and carries standard sized conveyors. Featured conveyors include a bucket conveyor to move product from ground level up to the scale or counting system.
You are currently not logged in See us at N-7214
See us at N-7214Coastal Manufacturing
Boost efficiency with Coastal Manufacturing’s custom stainless steel sanitary conveyors, engineered for food-safe processing and packaging. Coastal Manufacturing's stainless steel solutions are FSMA & USDA/FDA compliant, designed for durability, and feature easy cleaning and seamless integration into any production line.
You are currently not logged in
Delta Systems & Automation LLC
Delta Systems manufactures vibratory conveyors and infeed conveyor systems designed for applications including wrapping processed foods. Vibratory systems feed directly into the wrapper infeed or pre-group product to conveyors, allowing for subsequent and constant delivery to the wrappers through smart belt systems. Company’s row removal systems feature pass-through speeds in excess of 120 rows/min. and a delivery speed of 40 rows/min.
You are currently not logged in See us at N-7810
See us at N-7810Deville Technologies, LLC
Deville Technology supplies in-feed, recirculating, dog-leg and vibratory conveyors for food processing, with a focus on cheese processing. Auxiliary in-feed conveyors from Deville Technology transport cheese blocks from the upstream process to the machines such as Deville’s FS40A shredder. The Inclined Cube conveyor is specifically designed for the continuous even feeding of product into downstream equipment. Recirculating conveyors are designed to reduce product loss and optimize plant efficiency through automating manual recirculation processes. Dog-leg conveyors function as an exit conveyor from the shredder to the tumble drum.
You are currently not logged in
Dispac
Dispac offers a wide range of conveyors that handle bottles, cans, multipacks, cases and other packages. Tabletop conveyors are designed for the the efficient transfer of all types of materials or products. Conveyor styles include chain, plastic modular, roller, cable, magnetic, gravity, gripper conveyors and spiral styles.
You are currently not logged in
Dorner Mfg. Corp.
Dorner’s conveyors are designed to move product to the exact location, at the exact time and in the exact position it needs to be for the next phase of the production line. Products include 1100 Series of miniature conveyors, the 2200 Series of low profile, high performance fabric and modular belt conveyors, the 3200 Series heavy duty, low maintenance conveyors, and the 7x Series of sanitary conveyors designed to improve food safety. Designed for precision conveyance, conveyors feature in-house belting capabilities. Dorner conveyors are designed to easily integrate with robots, workers and equipment.
You are currently not logged in See us at W-922
See us at W-922
and more.Duravant
Duravant manufactures conveyors for every plant that handle applications ranging from upright bagging and turning/kicking, to conditioning, stacking and unique power curves.
You are currently not logged in See us at SL-11000
See us at SL-11000Eriez
Eriez vibratory equipment effectively and efficiently conveys, screens and feeds materials in quantities ranging from a few spoonfuls to tons per hour. Eriez supplies light and medium duty feeders to handle bulk materials from micron size to bulk chunks. Vibratory conveyors handle a variety of bulk materials at flow rates to 60 fpm. Brute Force feeders provide a cost effective means to feed or screen large volumes of bulk material for applications where limited feed rate adjustability is required. Eriez also supplies related equipment including vibratory screeners, bin vibrators, and vibratory controls.
You are currently not logged in See us at W-3922
See us at W-3922FEMC
FEMC offers a comprehensive range of premium conveyors, specially designed for food packaging and manufacturing automation. Their extensive selection of conveyor systems provides reliable and efficient solutions to streamline production processes while maintaining the highest standards of hygiene and safety. Conveyor solutions include flat belt conveyors, fixtured belt conveyors, and flighted belt conveyors. FEMC’s flat belt conveyors are engineered for versatility and ease of integration. Made from food-grade materials and featuring easily adjustable speed controls, these durable conveyors ensure smooth, continuous product flow in a wide range of food packaging applications, minimizing downtime and maximizing productivity. Fixtured belt conveyors are designed specifically for precision and accuracy in applications requiring precise product placement and orientation. Equipped with custom fixtures and adjustable guides, these conveyors guarantee gentle handling and optimal positioning of products, improving efficiency and reducing waste. FEMC’s flighted belt conveyors handle products with varying shapes and sizes. Featuring a series of cleats or flights, these conveyors securely transport items at inclines or declines without the risk of product spillage. Built with high-quality, food-safe materials, these conveyors maintain the integrity of products while ensuring a smooth, uninterrupted flow throughout.
You are currently not logged in See us at N-8801
See us at N-8801Flex-Line Automation Inc.
FlexLink tabletop conveyors are built of stainless steel and aluminum. Company also offers hygienic solutions, mK belt and chain conveyors, Titan heavy duty roller conveyors and more. Featured products include the FlexLink conveyor system, designed for flexibility of product handling for industries that require delicate handling for smaller, more sensitive products like pharmaceuticals, aerosol cans, personal care products and more.
You are currently not logged in
FlexLink Systems, Inc.
FlexLink offers a range of conveyor systems. Product line includes flexible conveyors, plastic chain conveyors, wide belt conveyors (WLX), automated assembly and material handling systems (aluminum conveyors and stainless steel conveyors, the X-Series). Pallet and puck conveyor handling systems permit efficient single piece flow solutions. Each can be adapted to varying environments.
You are currently not logged in See us at SL-12026
See us at SL-12026Hoosier Feeder
Hoosier Feeder Company offers a full line of conveyors to fit the application from robust and durable conveyors for heavy parts or light, flexible conveyance for high-speed applications. Platforms include belt, modular chain, wash-down food grade, and chain conveyors.
You are currently not logged in
Houdijk North America, Inc.
Houdijk’s conveyor and accumulation systems form the critical link between oven output and packaging, delivering smooth, high-speed product handling. Their conveyors feature independent drives per section to ensure synchronization, accessibility, and ergonomic efficiency, and are engineered for gentle handling and easy cleaning. Accumulation buffers, including vibratory, inflow, and tray buffers such as FIFO Tray Buffer, absorb downstream stoppages and maintain line efficiency by providing temporary storage between processes. Systems integrate vision-backed monitoring to track product flow, detect shortages or jams, and support rapid, tool-free changeovers according to Poka-Yoke principles. The modular, hygienic design offers flexibility for future expansions, minimizing manning and maximizing throughput to keep biscuit and cookie lines running reliably from oven to wrapper.
You are currently not logged in
Key Technology, a Duravant Company
Key Technology specializes in vibratory conveying. Key’s engineers apply advanced design principles and a wealth of experience to develop vibratory conveying solutions for hundreds of different products. Each Key Technology Smart Shaker® -- including collection conveyors, feed conveyors, transfer shakers as well as conveyor solutions for grading, sizing and separating -- is built to meet high performance and sanitation standards, minimize lifecycle cost and maximize food safety.
You are currently not logged in See us at SU-27034
See us at SU-27034KOALD
KOALD Design is a full service engineering firm offering a complete spectrum of solutions for process and packaging systems in the food and beverage, pharmaceutical, cosmetic and medical manufacturing industries, including product and package conveyors, including bucket conveyors, incline conveyors, flighted conveyors and more.
You are currently not logged in See us at SL-11031
See us at SL-11031
and more.Layton Systems
Layton Systems has worked with manufacturers and processors for over 40 years. Conveyor product line includes horizontal motion and vibratory conveyors. Layton’s bucket elevators are used for transporting product to processing systems. Bucket elevators feature an all stainless steel construction with polypropylene FDA roll-over buckets, stainless steel chain with Delrin rollers, nickel plated sprockets and in-line or right angle gear drive. System comes in 9-, 12-, 15-, 18- and 24-in. widths.
You are currently not logged in
MAC Automation Concepts
MAC Automation Concepts manufactures aluminum, stainless steel and powder-coated steel conveyors. Product line includes belt conveyors, roller conveyors, hopper conveyors, curved conveyors in low-profile, incline, horizontal incline, Z-style, and other styles.
You are currently not logged in See us at W-852
See us at W-852Multi-Conveyor
Multi-Conveyor makes standard and custom conveyors designed to meet or exceed application requirements, while saving critical floor space in the process. Company helps its customers accumulate, rotate, elevate, integrate, lift-gate, incline, combine, decline, and alpine packages. Conveyors are engineered for inline, sanitary, standard, hand-pack, and custom jobs to grip, flip, split, invert, divert, merge, twist, turn, curve, transfer, push, stack, and move products in serpentine patterns, among other capabilities.
You are currently not logged in- See us at W-3810
Pineberry Manufacturing
Pineberry Manufacturing supplies flat belt conveyors, vacuum conveyors, and lug conveyors engineered for consistent, high-speed product transport of packages. These systems are built to support a wide range of product types and packaging applications. Engineered for reliability and precision, Pineberry’s conveyors can be customized to meet specific production requirements, including indexing, spacing, and orientation. Whether used for standalone transport or integrated with other automation systems, Pineberry’s conveyor solutions help optimize material flow, reduce manual handling, and support continuous operation.
You are currently not logged in 
PPM Technologies Holdings LLC, a Duravant Company
PPM offers a variety of conveyor types for the food-processing industry, ranging from belt conveyors to electromagnetic vibratory, mechanical, and horizontal motion types.
You are currently not logged in See us at W-4034
See us at W-4034Precision Automation Company, Inc.
Precision Automation Company integrate conveyors from suppliers including Hilmot LLC, Roach Conveyors, TGW Conveyor Systems, Span Tech Conveyors and Daifuku Wynright. Range of conveyors are designed for a wide variety of products: cases, bottles, cans, pallets, drums, containers and more. Areas of expertise include sanitary food and beverage handling, conveyor systems for shipping applications, carton and case handling, and individual product conveying for food, beverage, pharmaceutical and consumer products. The process starts with the investigation and understanding of the customer’s needs. Precision Automation manages the entire conveyance project with thorough analysis, all the way through installation and training.
You are currently not logged in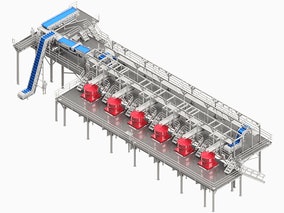
Smalley Manufacturing Company
Smalley supplies a wide range of sanitary conveyor systems targeting the food processing industry, including vibratory conveyors, belt conveyors, bucket lifts, pack-off conveyors, spiral let downs and related systems. Smalley belt conveyors feature standard options including formed sheet metal frames, tubular frames, slider bed and troughed bed designs. Conveyor widths and lengths are available to suit any application requirements with unlimited configurations. Sanitary frame designs are available in stainless steel to offer the best in corrosion resistance for washdown applications.
You are currently not logged in See us at SL-13009
See us at SL-13009Span Tech, LLC
Span Tech LLC designs durable plastic chain conveyors and material handling solutions. Span Tech develops unique, customizable technical solutions for processing applications in core industries that include: food production, beverage production, manufacturing, packaging, distribution, cosmetics, pharmaceuticals, and e-commerce. Vast conveyor line includes standard curving and straight conveyors, incline conveyors, changing elevation topper lifts, spiral elevators, twist conveyors, microspan and wire mesh belt transfer conveyors, conveyor components, guide rails, conveyors for metal detector systems and much more.
You are currently not logged in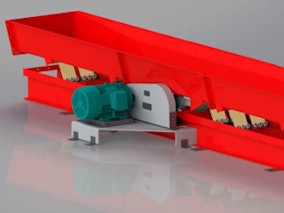 See us at W-1904
See us at W-1904Syntron Material Handling, LLC
Syntron Material Handling (SMH) provides bulk material handling solutions in a variety of markets including chemicals, packaging and food. The equipment line includes Link-Belt conveyor idlers, underground mining and terminal equipment, screw conveyors, bucket elevators; and Syntron vibrating feeders, screens, bin vibrators, belt conveyor idlers, bucket conveyors, screw conveyors and more. SMH also designs and manufactures engineered products and systems for customer-specific applications.
You are currently not logged in
Tessera Group Inc.
George A. Wright, a Tessera Group company, specializes in the design, manufacture and integration of customized specialty stainless steel conveyor systems, secondary product handling conveyors, CDLR roller conveyors, and 24 V DC roller conveyor systems.
You are currently not logged in See us at W-2350
See us at W-2350TNA North America, Inc.
The tna roflo® HM 3 is a high-performance food conveyor system designed to handle products gently yet efficiently using a slow, forward horizontal motion, followed by a fast return horizontal motion. With no vertical element, this system minimizes flavor loss and reduces seasoning build-up in the pan – making it an ideal transport solution for heavily-coated products. Horizontal motion systems can provide instant automated product change over with built in anti-contamination between packaging stations utilizing our unique Switcheroo and Lifteroo drives. The tna roflo® VM 3 is a high-performance food conveyor system that uses horizontal vibratory motion to evenly distribute products, while offering an efficient method for in-line storage. Its versatile design features a variety of pan options to suit every production need. Vibratory motion meters product optimizing packaging efficiency with instant dynamic speed control for accurate weighing and seasoning.
You are currently not logged in- See us at SL-11067
TORFRESMA USA LLC
Torfresma manufactures hygienic and non-hygienic conveyor systems. Hygienic conveyor systems are utilized in fabrication and fully washdown areas in food facilities. These conveyors come standard with CIP (clean-in-place) capability and have a robust design. Non-hygienic conveyors are utilized in secondary processing areas for companies in the food and consumer goods industries. Torfresma also has a wide variety of sorters in its portfolio to transfer cases 90 degrees or 30 degrees. Torfresma conveyors utilize rollers and belting depending on the application.
You are currently not logged in 
Uni Pak Corp.
Uni-Pak Corp. designs and manufactures custom conveyor systems used in all types of industries: beverage handling, electronics, automotive, pharmaceutical, and more. Product line includes an array of conveyors, including vertical, mat top, metal free, belt, table top, and chain belt conveyors. Bottle and can divider and combiner multiple chain conveyor systems are also available, with optional vibrators. Also available are live corner and conveyor corner transfers to minimize dead plate transfer widths. Most conveyor systems use mild steel or stainless steel construction.
You are currently not logged in See us at W-2456
See us at W-2456Weigh Right Automatic Scale Co.
Weigh Right offers conveyors to control feeding products to the scale as well as conveyors to automatically index cases, bottles, cans or trays to be filled by the scale. Infeed conveyors meter product to the scale in a controlled manner, providing a consistent and reliable performance. Used in continuous production processes or batch production processes, Weigh Right’s infeed conveyors are used for food products, plastic parts, pet food and similar products and feature a variety of level indicators, photo eyes and proximity sensors. Weigh Right scales interface with customized intermittent or continuous process container indexing conveyors, designed for cartons, boxes, bottles, jars, jugs, trays and tubs. These conveyors can shake the container to settle the contents. Indexing conveyors come equipped with a diving spout for a clean transfer of product.
You are currently not logged in See us at W-2164
See us at W-2164WeighPack Systems, Inc. / Paxiom
WeighPack manufactures a range of different types of conveyors for turnkey system integrations to help products dispense into packaging machines, containers or accumulation rotary tables. WeighPack’s container indexing conveyor is designed to automatically index and fill rigid containers including clamshells, bottles, jars and cans. Easily integrated with any filling device, the indexing conveyor features adjustable guide rail, a pneumatic indexing mechanism, an AC variable speed drive, container positioning sensors, no container/no fill features and more. WeighPack’s box indexing conveyor is designed for automatically indexing and filling corrugated boxes, trays and rigid containers, and can be integrated with any filling device. The exit conveyor, featuring a 304 stainless steel construction and a KB drive, is engineered to integrate with any automatic bagging machine to carry product from ground level to a rotary table or the operator.
You are currently not logged in See us at W-1540
See us at W-1540Wexxar Bel
Wexxar Bel's WRC rotary settling conveyor provides an on-the-go settling solution that transports and settles cases all at the same time. While conventional settling solutions are often independent machines that either halt or slow down the production lines, the WRC is able transport cases at up to 100 cases/min. for an all-in-one settling and conveyance solution. The WRC is also able to perform with the settling function off and act simply as a standard conveyor, making it extremely versatile and able to fit in almost any application. Using a three-axis motion, cases are settled vertically, side by side and front to back, simulating the motion that would be done by hand and providing settlement that allows for significant overfill in each case.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »