Lane Dividers, Merge & Transfers
(40 companies)Also known as lane combiners and laners, these systems that sort, separate, merge or relocate outfed packages or containers, such as finished cases, often integrated into conveying operations. Plan to purchase new conveying, feeding and handling equipment? Explore our articles to get tips.
-


A&E Conveyor Systems Inc.
A&E Conveyor offers several different styles of elevators and lowerators, include side grip style elevators with continuous solid lubricated UHMW chain wear tracks, spring and air-assisted chain take-up assemblies and metering spacing belts for container control. Other systems from A&E Conveyor include magnetic style systems in sanitary steel construction that can be supplied in many different configurations with various infeed/discharge styles depending on the application. Rounding out A&E’s product and package handling offerings are vacuum style, spiral style, and gravity style elevators as well as single filers and divider conveyors.
You are currently not logged in -

Advantage Conveyor, Inc.
Advantage Conveyor specializes in the custom design and fabrication of singulating and combining conveyors as well as product diverting, sorting and lane switching conveyors for all industries and applications. Advantage Conveyor’s engineering staff works with clients to develop CAD drawings to their specifications. Systems can be supplied as part of a complete system or as a standalone component to fit an existing system.
You are currently not logged in -
 See us at LU-8109
See us at LU-8109
AMF Bakery Systems
AMF Convay, an AMF Bakery Systems brand, can move a bakery's most valuable assets including baked products, pans, lids, packaged products, baskets, corrugate cases, trays, pallets, and more through the complete production line with maximum efficiency and simple sanitation.
You are currently not logged in -

Arr-Tech
Arr-Tech makes a spreader/laning conveyor designed for product laning applications in food processing. System will automatically denest products such as tortillas, flatbread and pizza, eliminating the need for manual labor by positioning the product into lanes to be transferred to automatic counting, stacking and packaging equipment. Featuring bi-directional product separation, variable-speed drive, and easy adjustability for a variety of application needs, this spreader/conveyor allows easy access for maintenance and utilizes current technologies for greater durability.
You are currently not logged in
-
 See us at S-1634
See us at S-1634BellatRx Inc.
The Tablet Elevator, available in either single or dual formats, is designed for efficiency and ergonomics. It automatically replenishes the hoppers of tablet counters, regardless of model, with product at a rate that keeps up with production requirements. Its low-profile hopper ensures that dispensing of product remains low to the ground without the need to lift heavy drums or boxes to the tablet counter hopper.
You are currently not logged in -

Benchmark Automation
Benchmark Automation supplies product laning conveyors, stacking machines, channeling equipment, and related single file product distribution equipment. The In-Line Stacker can be incorporated into new or existing horizontal wrappers. A series of flight chains, a lift ramp and a stacking plate are used to automatically build 2 high stacks of product while it travels along the wrapper infeed. The system is servo driven and can provide 1 or 2-high stacks with changeovers of less than 1 minute.
You are currently not logged in -
 See us at S-1742
See us at S-1742Bradman Lake Inc.
Bradman-Lake is a manufacturer of product and packaging handling systems including automatic distribution, storage and buffer systems and cascade loaders. Bradman-Lake works with customers in industries including bakery and biscuit, chocolate and confectionery, dry foods, chilled and frozen foods, pharmaceutical, and consumer and healthcare.
You are currently not logged in -
 See us at S-2183
See us at S-2183CAM Packaging Systems
CAM Packaging Systems supplies the CAM Singulator, product transfer systems, indexing conveyors and a multilane, singulator counting solution for creating mixed/assorted multipacks or single flavor packages. In production mode, users can create retail packages or create packages in e-commerce mode as required.
You are currently not logged in
-
 See us at S-1700
See us at S-1700Campbell Wrapper Corporation
Campbell's product distribution system automatically distributes up to several thousand products per minute to various individual flow wrapping machines. Each module in the system is fully interfaced to the product backlog and supply system, ensuring consistent feeding to the wrappers on the production line. Systems feature sanitary machine design allows for easy clean-up, a reliable Allen-Bradley control system and flow buffering at each wrapper station. Diverters, transpositors, and chicane systems are available.
You are currently not logged in -
 See us at S-1758
See us at S-1758Capmatic Ltd.
Capmatic supplies the Tablet Elevator Feeder, marketed as "the ultimate solution for seamless and efficient product feeding." Featuring an innovative magnetic lift motion system, this feeder requires no air. The Tablet Elevator Feeder has a low loading height at 780mm. The system also boasts a hopper volume exceeding 100 Liters (3.53 ft³) and a transport bucket volume of 13 Liters (0.45 ft³). Achieving speeds ranging from 3.5 to 4 lifts per minute (up to 52 liters/m) (1.83 ft³), the elevator feeder's efficient design ensures optimal performance.
You are currently not logged in -
 See us at S-2367
See us at S-2367Cavanna Packaging USA, Inc
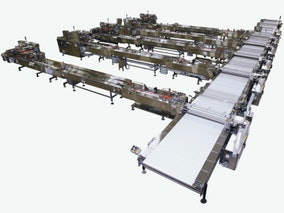
Cavanna Packaging USA supplies full wrapping lines for round, square and rectangular products such as biscuits, crackers and cookies that arrive and align in regular rows. These lines feature integrated, automated solutions for product feeding and conveying between guides.The system can feed one or more wrapping lines directly from the processing line and be connected to a buffering system, product refeed station, or to other processing stations such as cooling tunnels. System features slug forming through an SBF type volumetric feeder. Up to 12 channel configurations are available.
You are currently not logged in -
 See us at N-5321
See us at N-5321CMCO Conveyance Solutions
Garvey’s Gripper Elevator, part of CMCO Conveyance Solutions, is a compact vertical conveying solution designed to integrate seamlessly into existing production lines. Using continuous gripper chains, it captures products at random spacing and elevates or lowers them to a discharge point with smooth, controlled transfers. A vulcanized gripper surface—adjustable via handwheel—accommodates varying product sizes, while modular construction supports reliability, low noise, and high uptime. As part of the Garvey brand portfolio, it helps manufacturers optimize throughput and streamline material flow. Other handling devices from Garvey include the Clean Room Transfer, designed to minimize cleanroom exit openings while enabling a flush, chain-to-chain transfer without dead plates; the Gap Transporter that handles gap transporting, conveying, depucking, elevating, spacing, label inspection, and bottom coding with simple adjustments; and laning systems.
You are currently not logged in
-
 See us at S-3119
See us at S-3119Compass Industrial Group, LLC
Compass Industrial Group offers product and package handling equipment including tray denesters and merge systems. The TrayFlow Denester, designed to denest a wide range of trays and cups without vacuum cup or gripper contact, run at high speeds, with reliable single lane capabilities of up to 120 trays per minute. Compass also offers a full line of custom designed distribution systems, engineered to increase production efficiencies by reducing downtime and product scrap. Featured products include channeling boards, which can receive interlocked product and spread to predictable centers in addition to merging product rows from two to one, and three to two and the On-Edge Row Merging System, used to merge shingled product together. Related products include spreaders and vibratory accumulation systems.
You are currently not logged in -
 See us at N-5121
See us at N-5121Container Handling Systems Corporation
Container Handling Systems Corporation’s servo lane divider, featuring a heavy duty frame, can be integrated into any conveyor system. This CHSC system employs a brake system to hold containers while the servo drive shifts the lane. The servo allows quick shifting and extreme accurate alignment to the conveyor guide rails. Servo laners are custom designed to match conveyor layouts and electrical specifications. Base unit components include: infeed conveyor with drive, servo motor with a timing belt driven lane assembly, heavy duty container stop as part of lane rails, jam and back up controls, and Allen Bradley PLC control panel.
You are currently not logged in -

Delta Systems & Automation LLC
Delta Systems manufactures a range of row distribution systems that orientate and deliver the product to the wrapper infeed when they emerge from processing in an unorganized state. Row removal systems feature passthrough speeds in excess of 120 rows/min and a delivery speed of 40 rows a minute. The rows of product are then passed onto each individual wrapping leg.
You are currently not logged in -
 See us at S-3314
See us at S-3314Descon Conveyor Systems
Descon designs and builds product and packaging handling solutions for the food and beverage industries, including a range of transfers, elevator conveyors, and side-grip elevators. Vacuum transfer and elevator conveyors support applications such as the removal of down cans from the line or other applications that involve a sudden change in elevation. In horizontal format, the system can handle down can removal and empty can coding applications. Vertical format applications include mass transport of single file but can also be custom designed to suit nearly any elevation change. Side grip elevator for vertical transport applications offers an effective means of elevating or lowering a variety of containers and products when space is at a premium. Product is gently but firmly gripped by the sides and carried through the change in elevation at speeds up to 300 fpm. Side grippers are a soft, pliable material, guaranteed not to damage the container.
You are currently not logged in
-

Dillin Automation Systems Corp.
Dillin Engineered Systems is a supplier of combiners, diverters and merges for packaging lines. Dillin’s combiners can be integrated with its full line of products and controls to provide a standalone piece of equipment or a complete, customized system. Diverters are designed for light to medium products such as trays, cartons, bottles, and can be set to run on a product count or timed basis. “No slugging” mergers can merge numerous infeed lanes to single or multiple discharge lanes and are reported by the manufacturer to be less expensive and complex than the continuous combiner.
You are currently not logged in -
 See us at S-2514
See us at S-2514Douglas Machine Inc.
Prisma® is a flexible and reliable variety pack system designed to handle high quality, consistent finished packages in virtually any combination with exceptional flexibility for product changeover and evolving trends, including cartons, shrink bundles, cases and trays. Prisma’s manual unload stations enable personnel to manually unload flavor varieties, delivering product to flavor lanes that feed packaging equipment. Prisma automated unloaders receive multiple lanes of supply product trays, unload and deliver product to flavor lanes that feed packaging equipment. Douglas also manufactures other related specialty equipment such as lane dividers, mergers and stackers.
You are currently not logged in -
 See us at S-1730
See us at S-1730DTM Packaging, A Massman Company
DTM Packaging's line of product handling equipment includes rotary tables that are used in rejects applications as well as belt systems/diverters used in facilities that need bottom coding and depucking functionality on their packaging line.
You are currently not logged in -
 See us at N-5009
See us at N-5009Dyco, Inc.
Dyco’s container handling systems elevate, lower, divide or sort containers. Product line includes side-grip elevators and lowerators.
You are currently not logged in
-
 See us at S-2501
See us at S-2501FlexLink Systems, Inc.
FlexLink offers incline elevator conveyors designed for single or multiple lane elevation to handle sensitive products of different sizes. FlexLink also offers conveyor functions for puck handling for small, fragile products.
You are currently not logged in -
 See us at N-5510
See us at N-5510Hamrick Packaging Systems
Hamrick designs and manufactures lane dividers that can be either free-standing or included as part of a machine. Hamrick’s dividers can distribute non-round products from single or double in-feed lanes to multiple discharge lanes. In certain applications, a vision system can be added to the lane divider to distribute products for variety packs.
You are currently not logged in Video-Enhanced Listing

 See us at W-20098
See us at W-20098
and more.Harpak-ULMA Packaging, LLC
Advancements in robotics are making it easier to replicate the dexterity and vision once only available through human labor. Harpak-ULMA Packaging offers vision-assisted robots that can pick and place products precisely using improved grippers for delicate products. Applications for these robotics handling systems include infeed handling, raw food handling, primary packaging, secondary packaging, general material handling, and full-line and integrated solutions.
You are currently not logged in-
 See us at S-3866
See us at S-3866Heisler Industries, Inc.
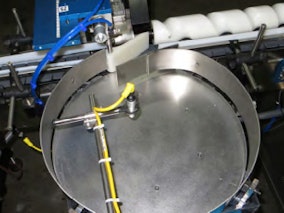
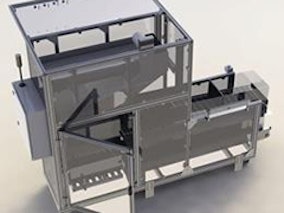
Heisler Industries manufactures a denester that eliminates the demanding, time consuming and tedious task of manually separating plastic or metal pails, significantly improving production capacity and profitability. Designed and built in the USA, this high speed, PLC-controlled machine is made to exacting standards for trouble free, continuous use under varying conditions. Denester can denest round, square, rectangular, and oval buckets. A stack of pails is placed on the infeed conveyor and is delivered to the tilter arm, which converts the stack from the vertical to the horizontal position. The stack then advances to the separator mechanism, which holds the stack and removes one pail at a time. Each separated pail is fed to the upender, which transfers the pail to an upright position. The entire system continues to operate even as new stacks of pails are loaded. Standard Denester can denest and position containers for filling at a speed of 25/minute. Other denesters include the Compact Denester running at speeds of up to 15/min and the E-Series Denester, providing a compact solution in a modular and economical package for users whose line speeds are usually not more than 10 containers/minute.
You are currently not logged in
-
 See us at S-1669
See us at S-1669Kinsley Inc.
Kinsley specializes in timing screw technology. Product and package handling equipment from Kinsley includes custom timing screws, timing screw drive units, combiners and dividers, as well as custom container handling equipment and specialty timing screw applications. Kinsley's team of container handling and packaging conveyor experts serve all areas of the industry with innovative conveyor solutions for top performance container handling.
You are currently not logged in -

Lorenz Conveying Products
Lorenz Conveying Products supplies a broad range of components for bulk material handling and product/package handling systems. Its offerings include diverter valves, slide gates, maintenance gates, couplings, tube and pipe bends, and cyclones designed for both pneumatic and mechanical conveying applications. These valves and gates help control, direct, and distribute materials such as powders, pellets, resin, and other bulk solids across conveying lines in industries including plastics, food processing, packaging, chemicals, grain, and milling. In addition to standard components, Lorenz provides conveyor-related accessories and custom-fabricated solutions tailored to specific application requirements.
You are currently not logged in -
MAC Automation Concepts
MAC Automation Concepts engineers can customize automation solutions for product and package handling equipment, including stacking machines. Company’s engineers work with customers to build prototypes and ensure they are getting the product needed.
You are currently not logged in -
McGinn-Wilkins Automation Inc.
You are currently not logged in
-
 See us at N-4906
See us at N-4906Morrison Container Handling Solutions
Morrison Container Handling Solutions designs a wide range of equipment and full-line systems to handle rigid and semi-rigid containers across all types of packaging applications. From timing screws and change parts to drive units, denesters, and specialty equipment, Morrison's solutions support functions like orienting, stacking, dividing, combining, collating, grouping, and more. Every system is custom-built around the customer's container, helping move it more efficiently and increase throughput across processes like filling, capping, corking, labeling, case packing, and beyond.
You are currently not logged in -
 See us at S-3400
See us at S-3400Multi-Conveyor
Multi-Conveyor makes product and packaging handling equipment including elevators, lowerators, land dividers and diverters to streamline the workload from processing, bottling, filling to assembly, finishing, packing and palletizing. Elevation and lowering systems are configured to specification, and can take hold of a box, case or individual product, move it up and transport it at elevated heights over the shop floor then deposit it precisely. Conveyors can be fitted with a variety of diverters, gates, and guides activated by programmable logic controls for merging, sorting and divert conveying suited to the customer’s layout.
You are currently not logged in -
 See us at S-1730
See us at S-1730New England Machinery, A Massman Company
Hopper elevators from New England Machinery, Inc., includes a variety of equipment: standard hoppers, cap and small component elevators, dual cap sorter hopper elevators and lowerators. New England Machinery will design to customer specifications to allow for greater flexibility in line layout and supply.
You are currently not logged in -

Newmapak Ltd.
Newmapak has teamed up with Vetromeccanica to offer comprehensive solutions for product and package handling for the food and beverage industry. Handling equpiment includes mergers, dividers, gripper elevators, lowerators, slat lane dividers, and more. With more than 30 years of experience in the food and beverage industry, Newmapak and Vetromeccanica offer complete solutions for food and beverage companies, from feasibility studies and engineering and design, to “turnkey” installation and after-sales service.
You are currently not logged in
-

Pack Air Inc.
Pack Air's offers a range of equipment for product and package handling, catering to various industries including paper, food, consumer goods, hygiene, warehousing, and more. Product and package handling equipment includes pass-throughs, grippers, right angle transfers, reorienting devices, diverts, merges, balancers, air tables, air trim removal systems.
You are currently not logged in -
 See us at S-3920
See us at S-3920Ryson International Inc.
Ryson manufactures a full line of spiral conveyors that can satisfy most vertical conveying needs, and a broad range of bucket elevators for conveying bulk materials. Ryson’s proprietary spiral technology including specialty spiral conveyors can be used in a variety of product and package handling applications per the customer’s unique requirements.
You are currently not logged in -
 See us at N-5945
See us at N-5945Septimatech Group Inc.
Septimatech manufactures feed screws for container feeding, separation and timing; container angle necks; container dwell and orientating; container grouping, twisting, dividing, combining; container lay down and 180-degree inverting; machine-to-machine synchronization container orientation and turning; and high-speed applications. Benefits of feed screws include quick change components to reduce changeover time and standardized quick change system to reduce operator set up time and changeover time. In-house testing capabilities allow for replication of the production environment.
You are currently not logged in -
Shuttleworth, LLC
In addition to its conveying and accumulation systems, Shuttleworth offers product handling equipment such as: laning and diverting systems; merging and combining equipment; metering, indexing and positioning systems; stacking equipment; and more. Customized automatic solutions for sorting, rotating, diverting, or rejecting are also available. Diverters and laners guide laned products from one to up to 31 lanes while the pattern forming solution sorts products from one to multiple lanes.
You are currently not logged in
-
 See us at N-4736
See us at N-4736Span Tech, LLC
Cost-effective, compact spiral elevator conveyors offer elevation change with a minimal footprint. Spiral conveyor elevators from SpanTech include the OutRunner, offering the capacity to move several product types without taking up valuable floor space. No pressure is applied to the product, so even delicate items can pass through it without damage. Elevator conveyors can be used in processing applications such as proofing, where bread dough needs to rise, or in other applications where products need to cool off or dry after being baked, washed or cooked. Other product handling systems include powered divert, laners, and much more.
You are currently not logged in -
 See us at LU-7756
See us at LU-7756TDI Packsys LLC
TDI Packsys distributes E2M rejection and separation equipment to ensure customer products and reputation are protected. Used alone, these systems can also be used in conjunction with x-ray equipment, orientation equipment and vision inspection systems, preventing problems or hazards by dividing non-conforming containers such as those with defects, damage, inconsistent fill lines and weights, and more. Featured systems include the E2M packaging divider, which allows the diversion or distribution of one-line containers in two exit lanes. TDI Packsys also distributes E2M multistep rejection systems for containers, rejection systems for products on circulating conveyors, and push rejection systems for defective containers.
You are currently not logged in -
 See us at N-5749
See us at N-5749Tecma Aries America
Tecma-Aries offers a comprehensive range of peripheral product and packaging handling equipment designed to optimize packaging lines. From elevators, lowerators, dividers, mergers, diverters, rejecters, and denesters to a wide variety of conveyor solutions, systems handle everything from primary packaged products to secondary packaging with cases. With fully customizable designs built to fit the customer's plant layout and production requirements, Tecma-Aries provides turnkey, end-of-line solutions that simplify integration and maximize efficiency.
You are currently not logged in -
 See us at S-3574
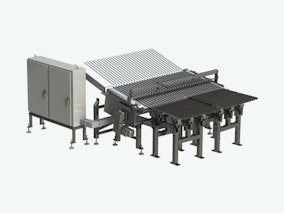
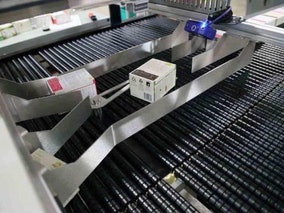
See us at S-3574VC999 Packaging Systems Inc.
The VC999 CO570 is designed as an affordable, automatic lane converging option for users of small and large thermoformers running fresh food packs. System takes multi-lane format matrices of thermoformed fresh food packs directly from the outfeed of a thermoformer and channels them in a controlled manner into a single lane. The first of a new generation of packaging automation systems from VC999, the CO570 incorporates new advanced control technology and is designed for easy maintenance.
You are currently not logged in
Report an Issue
Incorrect/inaccurate categorization? Report inaccuracies or problems »